Обрезка облоя после открытой объемной штамповки производится на кривошипных прессах с помощью обрезного штампа (рис. 1, а). Поковку 4 с облоем укладывают на обрезную матрицу 5 и продавливают пуансоном 2, закрепленным на ползуне 1 пресса. Облой при движении поковки вниз срезается режущими кромками матрицы, а поковка падает в паз нижней плиты 6 и выталкивается в металлический короб или на конвейер.
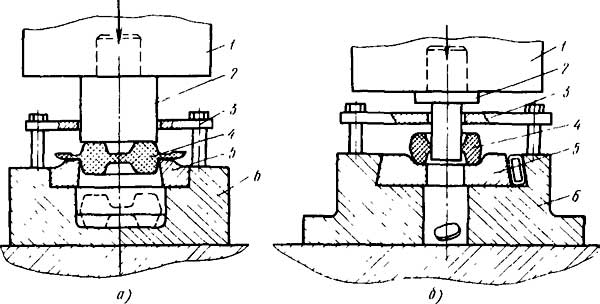
Рис. 1 — Схемы обрезки облоя (а) и пробивки отверстий (б): 1 — ползуны, 2 — пуансоны, 3 — съемники, 4 — поковки, J — матрицы, 6 — нижние плиты
Съемник 3 служит для сброса заклинившегося на пуансоне облоя. Чаще всего облой обрезают сразу после штамповки, когда поковка имеет еще достаточно высокую температуру (700 . . . 950 ° С). В этом случае обрезной пресс входит в состав штамповочного агрегата. Мелкие поковки с тонким облоем обрезают в холодном состоянии на прессах, устанавливаемых на отдельном участке.
Пробивка отверстий
Пробивка отверстий необходима в связи с тем, что при объемной штамповке поковок сквозные отверстия получить нельзя (вместо них штампуют наметки под отверстия). В результате в поковке остается тонкая пленка толщиной в несколько миллиметров. Ее перерезают в пробивном штампе (рис. 1, б), состоящем из нижней плиты 6 с закрепленной на ней матрицей 5 и жестким съемником 3, а также пуансона 2.
Поковку 4 укладывают в матрицу 5. При движении ползуна 1 пресса вниз пуансон 2 пробивает в поковке отверстие. Отход (выдра) проваливается вниз на склиз и удаляется оттуда вручную или с помощью специального механизма. Поковка после прошивки застревает на пуансоне, но при движении последнего вверх снимается с него съемником 3. Пробивка отверстий часто производится одновременно с обрезкой облоя в комбинированных штампах.