Конические прямозубые колеса имеют недостатки по сравнению с колесами с криволинейными зубьями. Передачи из колес с криволинейными зубьями имеют хорошую плавность хода, бесшумны, компактны, выдерживают гораздо большие нагрузки при одинаковых размерах. Криволинейные зубья конических колес нарезают пальцевой модульной фрезой; торцовой резцовой головкой методом врезания инструмента в заготовку, методом кругового протягивания; торцовой головкой с резцами, имеющими прямолинейные режущие кромки, методом обкатки при периодическом делении; торцовой головкой с резцами, имеющими прямолинейные режущие кромки, методом обкатки при непрерывном делении; конической червячной фрезой методом обкатки при непрерывном делении.
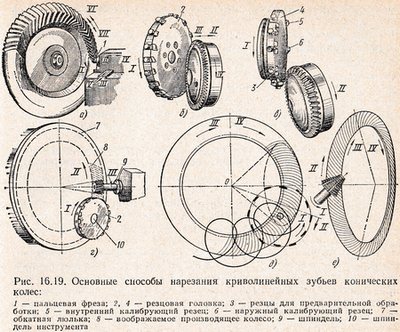
Пальцевой фасонной фрезой (рис. 16.19, а) нарезают зубья по архимедовой спирали и шевронные зубья любого профиля. Основные движения:
- I — вращение фрезы (движение скорости резания);
- II — подвод фрезы в рабочее положение;
- III — движение фрезы вдоль образующей конуса, согласованное с вращением VII заготовки, что необходимо для образования спирального или шевронного зуба (движение подачи);
- IV — отвод фрезы назад;
- V — отвод фрезы вдоль образующей в исходное положение;
- VI — деление (производится во время отвода в направлении V).
При нарезании конических колес методом врезания (рис. 16.19, 6) получают круговые зубья с прямолинейным или близким к прямолинейному профилю. Основные движения:
- I — вращение резцовой головки (движение скорости резания);
- II — движение врезания — поступательное движение инструмента (или заготовки);
- III — быстрый отвод инструмента (или заготовки);
- IV — деление (поворот заготовки на следующий зуб).
Этот метод применяют при черновом нарезании зубчатых колес с круговыми зубьями при угле начального конуса выше 45°, а также при нарезании колес при передаточном отношении больше трех для передачи небольшого модуля.
Метод кругового протягивания зубьев конических колес (рис. 16.19, в) применяют для чистового нарезания колес с круговыми зубьями в условиях массового производства. Основные движения:
- I — вращение резцовой головки — главное движение;
- II — деление, т. е. поворот заготовки на следующий зуб, происходящий во время прохождения мимо заготовки участка головки, на котором нет резцов.
Торцовой резцовой головкой с резцами, имеющими прямолинейные режущие кромки (или очерченные по дугам окружности) (рис. 16.20, г), нарезают круговые зубья конических колес с углом наклона зуба (углом спирали) 0—60° методом обкатки при периодическом делении. Этот способ применяют для чернового нарезания зубчатых колес с углом начального конуса до 45° и для чистового нарезания колес модулем 0,5—3 мм с длиной образующей начального конуса 8—800 мм. Основные движения: I — вращение резцовой головки вокруг своей оси — главное движение; II — вращение люльки, согласованное с вращением III заготовки; это сложное движение обкатки является в станке движением подачи. Деление происходит после обработки каждого зуба при повороте заготовки.
Торцовой резцовой головкой с резцами, имеющими прямолинейные режущие кромки (рис. 16.19, д), можно нарезать конические колеса, зубья которых очерчены в продольном направлении по циклическим кривым. В этом случае движение, необходимое для образования зуба по длине, является одновременно движением деления и происходит непрерывно. Этот способ применяют для нарезания конических зубчатых колес с длиной образующей начального конуса до 450 мм и модулем (нормальным) до 18 мм.
Вращение I резцовой головки и вращение III заготовки согласованы между собой так, что последовательно расположенные группы резцов непрерывно обрабатывают впадины зубьев вращающейся заготовки по циклической кривой (например, удлиненной эпициклоиде). Для образования профиля зубьев требуется также обкаточное движение, состоящее из вращения II люльки станка и согласованного с ним вращения IV заготовки, которое складывается с делительным вращением III.
Конической червячной фрезой (при непрерывном делении) нарезают криволинейные зубья, очерченные в продольном направлении по эвольвентам (рис. 16.19, е). Основные движения: I — вращение фрезы вокруг своей оси, согласованное с вращением III заготовки для образования формы зуба по длине; II — вращение люльки, согласованное с вращательным движением IV заготовки, которое складывается с движением III. Вращения люльки и заготовки создают в станке движение подачи.
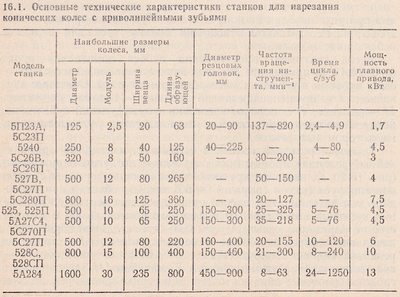
Основные технические характеристики отечественных станков для нарезания конических колес с криволинейными зубьями приведены в табл. 16.1.