Зубья цилиндрических зубчатых колес можно накатывать по следующим схемам. Заготовка 1 (рис. 16.28, а) прокатывается между двумя зубчатыми колесами — инструментами 2, имеющими коническую приемную часть. Инструментальным шпинделям сообщается вращательное движение, а заготовке — осевая подача. Инструментальные шпиндели устанавливают относительно заготовки на размер, равный межосевому расстоянию.
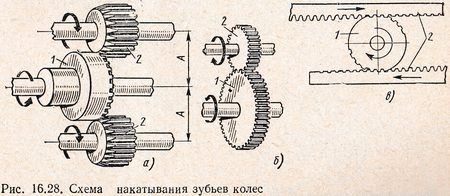
Накатывание зубьев по схеме, приведенной на рис. 16.28, б, происходит сразу по всей длине. Оси инструмента 2 и заготовки 1 в процессе обработки сближаются до заданного межосевого расстояния. На рис. 16.28, в показана схема накатывания зубьев на заготовке 1 с помощью инструментальных реек 2. Накатка происходит за один рабочий ход.
Мелкомодульные колеса с m≤1,5 мм накатывают в холодном состоянии, а при m>1,5 мм — в горячем состоянии. Накатывание зубьев колес повышает их долговечность. Это объясняется тем, что при таком методе волокна в материале не прорезаются и поверхность зубьев наклепывается.