Отличительной особенностью многошпиндельных автоматов и полуавтоматов является наличие нескольких одновременно работающих шпинделей.
Основным узлом автомата является шпиндельный блок I (рис. 1, а), в котором расположены шпиндели 2 с заготовками 3. Шпиндельный блок периодически поворачивается, и шпиндели занимают новое положение. Каждому положению шпинделя присваивают наименование: позиция I, позиция II и т. д. В каждой позиции выполняется определенная операция. Против каждого шпинделя в суппорте установлен режущий инструмент, производящий определенную для данной позиции операцию.
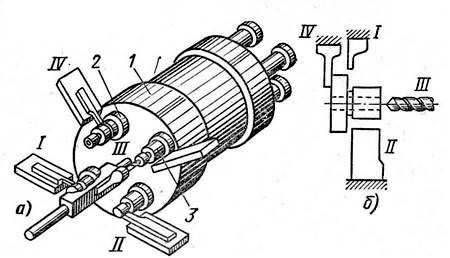
Рис. 1 Схема многошпиндельного токарного полуавтомата
Допустим, что нам необходимо изготовить деталь, показанную на рис. 1, б. В позиции I пруток подается до упора и зажимается, а затем резцом поперечного суппорта прорезается канавка. После поворота блока заготовка займет позицию II, где резцом второго поперечного суппорта обрабатывается наружная поверхность. Блок снова поворачивается, и деталь оказывается в позиции III, где сверлом, установленным в продольном суппорте, сверлится отверстие. В позиции IV отрезается готовая деталь.
Шестишппндельный токарный автомат мод. 1Б240-6К. Автомат предназначен для обработки деталей из прутков.
Каждая позиция шпинделей обслуживается продольным и поперечным суппортами. Две верхние позиции могут оснащаться дополнительными устройствами, имеющими независимую подачу. В пяти позициях продольного суппорта могут быть установлены приспособления для сверл, разверток, резьбовых плашек и пр.
Кинематическая схема
На рис. 2 представлена кинематическая схема станка.
Главное движение шпиндели получают от электродвигателя 1 через клиноременную передачу 8 — 9, колеса 36-37, сменные колеса а — b, c-d, центральный вал IV и центральное колесо 20, связанное с колесами 14 шести шпинделей XXII, которые вращаются с одинаковой частотой.
Движение подачи и холостых ходов осуществляется кулачками 73 и 74, установленными на распределительном валу XIII и валу XIV. В период рабочих движений распределительный вал вращается медленно, а при вспомогательных движениях — быстро, с постоянной угловой скоростью. Медленное вращение он получает от центрального вала IV через передачи 32 — 42, сменные колеса е -f, g — h, колеса 31 -44, электромагнитную муфту 60, колеса 29-30, 28-46 и червячную передачу 45-47; быстрое вращение — от электродвигателя I по цепи передач 8-9, муфты 58, колес 38-39, 28-46 и червячной пары 45-47. При включении муфты 58 или 60 муфта 61 отключается, а тормозная муфта 59 включается.
Привод командоаппарата
Командоаппарат 69 осуществляет включение рабочего и быстрого вращения распределительного вала XIII, реверс инструментальных шпинделей и другие командные и блокировочные функции и связан с распределительным валом посредством зубчатых колес 27, 24. 23. 22. При настройке станка распределительному валу сообщают вращение от специального электродвигателя 2 через зубчатые колеса 43-25-26, муфту 61, колеса -46 и червячную передачу 45-47.

Рис. 2 Кинематическая схема токарного автомата мод. 1Б240-6К
Подача суппортов производится через систему рычагов от кулачков, закреплены на распределительном валу.
Привод устройств с независимой подачей. К этим устройствам носятся инструментальные шпиндели для сверл, разверток, резьбонарезного инструмента и др., устанавливаемые при необходимости четырех верхних позициях продольного суппорта. Они получают движения подач, независимые от продольного суппорта, от барабана 62.
Быстросверлильный шпиндель XIX устанавливается на продольном суппорте и, вращаясь направлении, обратном шпинделю изделия, обеспечивает повышение скорости резания при обработке отверстий малого диаметра. Вращение этот шпиндель получает от центрального вала IV через зубчатые колеса 33-34, 35 и сменное колесо s. Привод инструментального, шпинделя XIX осуществляется от центрального вала IV через зубчатые колеса 55, 54, 55, р.
Резьбонарезное устройство
Резьбонарезные операции выполняются с использованием метода обгона, позволяющего обойтись без реверсирования шпинделя. Сущность метода состоит в том, что деталь и инструмент вращаются в одну сторону, но относительная скорость их вращения различна: скорость вращения детали постоянна, а инструмента — изменяющаяся.
Резьбонарезной шпиндель XIX (см. рис. 2) вращается от центрального вала IV через сменные зубчатые колеса k — l, m — n, зубчатые колеса 48-51, 49 — 52 и 50 — 53. Изменение частоты вращения этого шпинделя производится путем переключения электромагнитных муфт 56 и 57. При включении муфты 56 движение на шпиндель XIX передается от центрального вала IV через сменные колеса к — 1, т — п, муфту 56, колеса 48-51, 40-52 и 50-53. При включении муфты 57 движение на шпиндель передается через сменные колеса, к — l, муфту 57. колеса 49 — 52 и 50 — 53. Движение подачи, необходимое для нарезания резьбы, инструментальный шпиндель получает от привода независимой подачи.
Блок шпинделей
Поворот блока шпинделей осуществляется от распределительного вала XIII (см. рис. 2) при быстром его вращении с помощью мальтийского механизма и зубчатых передач 10 — 11 и 13-12. Перед поворотом Шпиндельного блока производится его расфиксация, а также подъем над постоянными опорами на величину 0,3 — 0,4 мм для предотвращения износа опорных поверхностей. Это осуществляется специальными механизмами. Одновременно со шпиндельным блоком через зубчатые колеса 12-7, вал XXIII, колеса 5 — 6 поворачивается барабан с направляющими трубами. Механизмы подачи и зажима прутка приводятся в действие кулачковым барабаном 78, установленным на распределительном валу XIII.
Продольный суппорт
Продольный суппорт представляет собой шестигранник, перемещающийся по круглой направляющей 63, прикрепленной к блоку шпинделей. На каждой из граней суппорта могут быть установлены инструментальные шпиндели. Ползун суппорта 64 скользит по направляющей 65, закрепленной на траверсе станины, что предохраняет суппорт от проворачивания на круглой направляющей 63. Суппорт соединен через штангу 76, рычаг 75 и тягу 70 с переставным камнем 77, установленным в пазе кулисы 72. На барабане 66 имеются канавки рабочего 67 и быстрого 68 ходов суппорта. Камень 77 переставляется при наладке кулисы и закрепляется в положении, соответствующем требуемому рабочему ходу суппорта. В настоящее время горизонтальные многошпиндельные автоматы выпускаются: четырехшпиндельные с максимальным диаметром прутка d = 20 — 125 мм, шестишпиндельные с d = 25 — 100 мм и восьмишпиндельные с d = 20 — 80 мм.