Схема работы многорезцового полуавтомата приведена на рис. 10.1. Заготовку 2 обрабатывают несколько одновременно работающих резцов, установленных на продольном 12 и поперечном 3 суппортах. Одновременное участие в работе большого числа резцов, каждый из которых обрабатывает свой участок заготовки, позволяет получить детали заданных форм и размеров путем простейших и коротких циклов работы суппортов и, следовательно, значительно сократить время обработки.
Многорезцовые полуавтоматы имеют полуавтоматический цикл работы. Съем детали, установку заготовки, ее зажим в патроне или в центрах передней 1 и задней 4 бабок, а также пуск полуавтомата производят вручную. Подвод суппортов с резцами, обработка заготовки, возврат суппортов в исходное положение и остановка полуавтомата производятся автоматически.
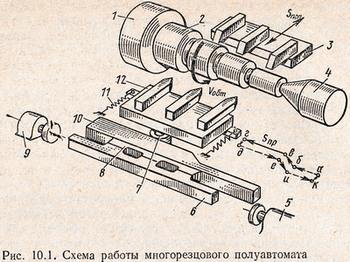
Продольный суппорт 12 в многорезцовом полуавтомате перемещается вместе с планками 6 и 8 относительно неподвижной линейки 10. При этом ролик 7 суппорта перекатывается по рабочей поверхности линейки 10 и постоянно поджимается к ней пружинами 11. Цикл работы продольного суппорта следующий:
- быстрый подвод суппорта к обрабатываемой заготовке (участок α—б);
- врезание резцов при перемещении ролика 7 по конусной поверхности линейки 10 (участок б—в);
- обтачивание заготовки при рабочей подаче (участок в—г);
- отскок суппорта назад в поперечном направлении (участок г—б);
- быстрый отход в исходное положение на продольной подаче (участки д—е, е—и, и—к) и перемещение суппорта вперед в первоначальное положение (участок к—а).
Отскок суппорта в конце обработки (примерно на 1 мм) и возврат его в первоначальное положение в конце отхода назад (участки траектории г—д и к—а) осуществляются с помощью планок 6 и 8. Обе планки перемещаются вместе с суппортом, при этом планка 6 может перемещаться относительно суппорта в продольном направлении. В начале работы суппорта они установлены относительно друг друга так, что соприкасаются выступами (как показано на рис. 10.1).
В конце обтачивания планка 6 наезжает на упор 9 и смещается относительно планки 8 вправо, в результате чего ее выступы устанавливаются напротив впадин планки 8. Суппорт 12 вместе с роликом 7, линейкой 10 и планкой 8 под действием пружин 11 отходит назад на глубину впадины планки 8. В результате этого резцы при отходе суппорта назад не касаются обработанной поверхности.
После возвращения продольного суппорта в исходное положение планка 6 наезжает на второй упор 5 и смещается влево в первоначальное положение, когда ее выступы устанавливаются напротив выступов планки 8. В результате суппорт с резцами, линейка 10 и планка 8 устанавливаются в первоначальное положение (точка α).
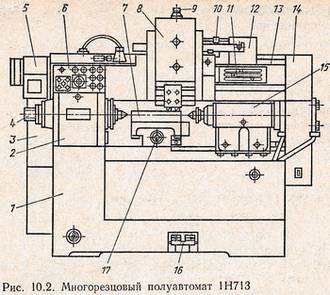
Многорезцовый токарный полуавтомат 1Н713 (рис. 10.2) предназначен для высокопроизводительной черновой и чистовой обработки в условиях серийного и массового производства заготовок шестерен, валов, колец, фланцев и других деталей в патроне или центрах с помощью многорезцового блока или копира. Станок можно встраивать в автоматические линии.
Техническая характеристика станка
Наибольший диаметр обрабатываемой заготовки, мм:
- над станиной — 400
- над суппортом — 250
Наибольшая длина обрабатываемой заготовки, мм — 500, 710
Число частот вращения шпинделя — 14
Частота вращения шпинделя, мин-1 — 63—1250
Число подач продольного суппорта — 13
Подача продольного суппорта, мм/мин — 25—400
Скорость быстрых перемещений продольного суппорта, мм/мин — 3500
Число подач поперечного суппорта — 13
Подача поперечного суппорта, мм/мин — 25—400
Скорость быстрых перемещений поперечного суппорта, мм/мин — 3500
Мощность электродвигателя главного движения, кВт — 17
Частота вращения электродвигателя, мин-1 — 1470
Мощность электродвигателей подач суппорта, кВт — 1,5
На нижней станине 1 установлена передняя бабка 2 с механизмом главного движения и шпинделем 4. По продольным направляющим нижней станины можно перемещать заднюю бабку 15, а по поперечным направляющим — поперечный суппорт 7 с механизмом подач. На верхней станине 13 закреплена коробка подач 5 продольного суппорта 8, который перемещается по направляющим станины. На передней панели бабки расположен щиток 6 с кнопками управления станком. Справа от продольного суппорта смонтированы передвижной кронштейн копирной линейки 12, командо-аппарат 11 для управления циклом работы продольного суппорта и передвижной упор 10 для установки в рабочее положение линейки отскока продольного суппорта. Квадратными рукоятками 9 и 17 настраивают соответственно ползуны продольного 8 и поперечного 7 суппортов. Педалью 16 управляют работой пневмосистемы задней бабки. Ременная передача механизма главного движения закрыта кожухом 3. Электрооборудование станка расположено в шкафу 14, а пневмоаппаратура — в корпусе станины 1. Электродвигатель главного движения находится внутри станины под передней бабкой.

Кинематическая схема станка изображена на рис. 10.3. От электродвигателя М1 через клиноременную передачу 115/270, вал I, сменные зубчатые колеса a/b, вал II, зубчатую передачу 96/60 (или 26/52), вал III и пару зубчатых колес 35/70 вращение передается на шпиндель IV. Движение подачи продольного и поперечного суппортов осуществляется от автономных коробок подач (АКП-2). Рабочее движение продольного суппорта осуществляется по цепи: электродвигатель М2, гитара сменных колес a1/b1 c1/d1, червячная передача 1/44 муфта ЭМ1, ходовой винт IX, суппорт.
Быстрое перемещение продольного суппорта происходит по цепи: электродвигатель М2, вал V, винтовая зубчатая передача 13/42, муфта ЭМ2, ходовой винт IX, суппорт. Рабочее движение поперечного суппорта осуществляется по цепи: электродвигатель М3, гитара сменных колес a2/b2 c2/d2, червячная передача 1/44, муфта ЭМЗ, вал XIII, ходовой винт, суппорт. Быстрое перемещение поперечного суппорта происходит по цепи: электродвигатель М3, вал X, винтовая зубчатая передача 13/42 муфта ЭМ4, вал XIII, ходовой винт, суппорт.