Круглошлифовальные станки предназначены для шлифования наружных цилиндрических, конических, а также торцовых поверхностей. Они характеризуются наибольшим диаметром устанавливаемой детали и ее длиной. Для станков общего назначения наибольший диаметр устанавливаемой детали 100-160 мм, а наибольшая ее длина — 150-1250 мм.
На рис. 1 показан общий вид круглошлифовального станка мод. ЗА 150. Техническая характеристика станка: наибольший диаметр обрабатываемой детали 100 мм; наибольшая длина шлифования 180 мм; диаметр шлифовального круга 220 — 300 мм; наибольший угол поворота стола 10°.
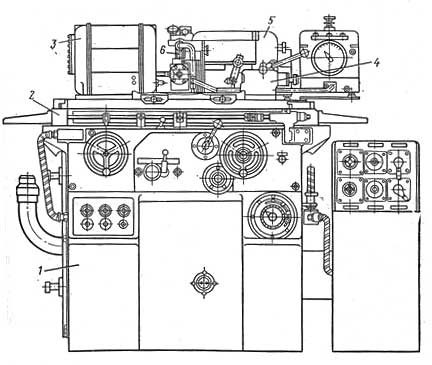
Рис. 1. Компановка круглошлифовального станка
Станок имеет следующие основные узлы. На направляющих станины 1 установлен рабочий стол 2, несущий переднюю 3 и заднюю 4 бабки, в центрах которых устанавливается обрабатываемая деталь. Заднюю бабку
ложно закреплять на различном расстоянии от передней, в зависимости от ширины обрабатываемой детали. Сзади, на поперечных направляющих станины размещена шлифовальная бабка 5 с приводом вращения шлифовального круга 6. Деталь, установленную в неподвижных центрах, приводят во вращение поводковым патроном передней бабки. Вместе со столом 2 детали сообщают возвратно-поступательное движение (продольную подачу). При обработке конических поверхностей рабочий стол поворачивают вокруг вертикальной оси на угол, соответствующий конусности детали (обычно до 10°).
На рис. 2 представлена гидрокинематическая схема станка. В станке автоматизированы продольный ход стола, быстрый подвод и отвод шлифовальной бабки, подача круга на врезание после каждого одинарного или двойного хода стола, включение и остановка вращения шпинделя бабки изделия, а также включение и выключение подачи охлаждающей жидкости. Частота вращения шпинделя бабки изделия регулируется бесступенчато, частота вращения шпинделя шлифовальной бабки постоянна.
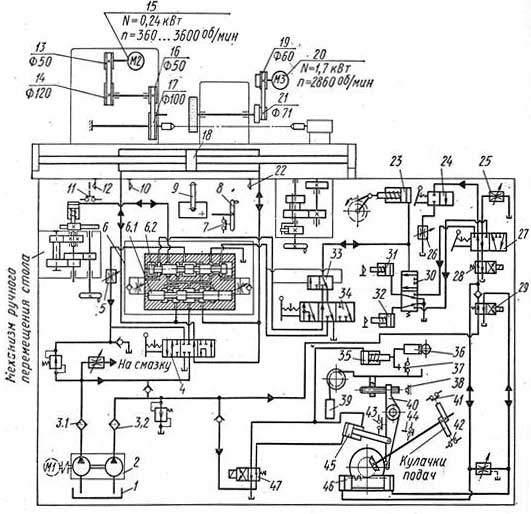
Рис. 2. Гидрокинематическая схема станка мод. 3А150
На станке можно производить как врезное, так и продольное шлифование в полуавтоматическом цикле до жесткого упора или с применением прибора активного контроля типа БВ-1096. В последнем случае циклом Шлифования управляют конечные выключатели механизма подач или контакты прибора активного контроля. Прибор позволяет непрерывно в провесе шлифования измерять диаметр обрабатываемой детали. Это сокращает время обработки, так как нет необходимости останавливать станок для измерения, а также исключает возможность брака.
Привод главного движения смонтирован на шлифовальной бабке; от электродвигателя 20 движение к шпинделю шлифовального круга передается ременной передачей 19-21.
Круговая подача — вращение обрабатываемой детали производится от электродвигателя постоянного тока 15 с бесступенчатым регулированием частоты вращения через ременную передачу 13 — 14 и 16 — 17. Деталь вращается в неподвижных центрах, в результате чего повышается точность ее обработки.