Насадные инструменты насаживаются па цилиндрическую или коническую оправку. Соответственно этому они снабжаются базовым отверстием цилиндрической или конической формы.
К инструментам с цилиндрическим отверстием относятся насадные фрезы, дисковые шеверы, дисковые зуборезные долбяки, накатные ролики, круглые фасонные резцы, резьбонарезные гребенки.
Из инструментов с коническим отверстием следует отметить насадные зенкеры и развертки, резцовые головки для конических колес. Согласно ГОСТу 9472-60 для насадных фрез применяется ряд диаметров отверстий: 8, 10, 13, 16, 19, 22, 27, 32, 40, 50, 60, 70, 80 и 100 мм. Ряд принят в качестве стандартного всеми странами.
Как видно из приведенного перечня, количество размеров оправок строго ограничено. Делается это для того, чтобы сократить до минимума количество оправок, обращающихся в производстве.
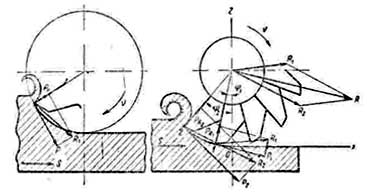
Рис. 1. Силы, действующие на фрезу с прямыми зубьями
Диаметр справки оказывает большое влияние на работу фрезы. В процессе фрезерования оправка находится под действием крутящего и изгибающего моментов. На зуб прямозубой фрезы действует окружная сила Р, касательная к траектории (окружности) движения точки ее приложения, и радиальная сила Р, направленная по радиусу (рис. 1, а). Равнодействующая этих сил Кг вызывает изгибающий момент оправки. В этом можно убедиться, если приложить к центру оправки две равные, но противоположно направленные силы Р. Тогда пара сил Р будет создавать крутящий момент, а оставшаяся третья сила Р вместе с радиальной даст равнодействующую силу f которая и вызывает изгиб оправки.
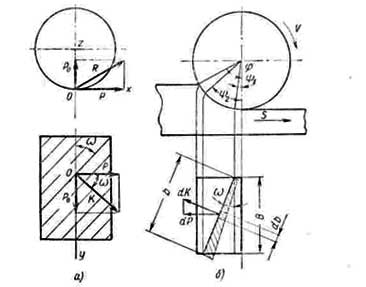
Рис. 2. Силы, действующие на фрезу с винтовыми зубьями
Необходимо отметить, что оправки, удовлетворяющие условиям прочности, не всегда оказываются приемлемыми в отношении жесткости и виброустойчивости. Вот почему в последнее время стали применять оправки повышенных диаметров. Такие оправки не только позволяют фрезам снимать более значительную по размерам стружку, но и гарантируют получение большей точности и чистоты обработки из-за отсутствия вибраций. В связи с широким внедрением скоростных методов обработки вопрос о жесткости и виброустойчивости инструмента, как одного из факторов системы СПИД приобретает особо важное значение. Для пояснения рассмотрим такой пример. Инструменты, оснащенные пластинками твердого сплава, работают при высоких скоростях резания, что часто является причиной появления вибраций. Для правильной эксплуатации этих инструментов необходимо, чтобы сечение стружки, снимаемое каждым зубом, было по возможности одинаковым. Однако из-за биения зубьев, в появлении которого не последнюю роль играет размер оправки и точность сопряжения ее с фрезой, сечение стружки, приходящееся на каждый зуб, меняется.
Некоторые зубья тяжело нагружены, тогда как противоположные им снимают небольшой слой или даже совсем не принимают участия в работе. Чрезмерно нагруженные зубья подвергаются выкрашиванию и скалыванию, чему способствует также хрупкость твердого сплава.