Для более точной проверки при большом выпуске деталей применяют специальные калибры: для наружных конусов калибр-втулку (рис. 1, а) и для конических отверстий калибр-пробку (рис. 2, а).
Проведение контроля
Порядок проверки наружного конуса следующий. Конус и втулка должны быть тщательно очищены от грязи и стружки. На проверяемой поверхности детали проводят мелом или карандашом две-три линии вдоль образующей конуса. Затем на конус надевают калибр-втулку (рис. 1, б) и слегка поворачивают ее с небольшим нажимом, в результате которого на сопряженных участках конуса эти линии сотрутся. Сняв втулку, смотрят, как стерлись эти линии. Если линии сотрутся неравномерно, это значит, что конус детали обработан неточно и необходимо его исправить. Стирание линий у меньшего диаметра конуса покажет, что угол конуса мал, и, наоборот, стирание линий у большого диаметра покажет, что угол конуса велик.
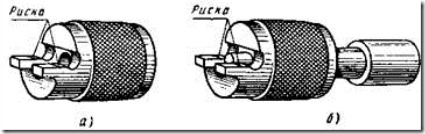
Рис. 1 Калибр-втулка (а) для проверки наружных конусов и ее применение (б)
Диаметры наружного конуса проверяют тем же калибром-втулкой. Если конус обработан правильно, то при надевании на него втулки торец конуса должен совпадать с риской, имеющейся на срезанной части втулки (рис. 1, б). Если торец конуса не дойдет до риски, необходима дальнейшая его обработка; если, наоборот, торец конуса окажется левее риски, то деталь является браком.

Рис 2. Калибр-пробка (а) для проверки конических отверстий и ее применение (б)
Проверка конического отверстия
Проверяют конические отверстия аналогичным способом. Для проверки конического отверстия калибр-пробку, имеющую две риски (рис. 2, а), вводят с легким нажимом в отверстие и замечают, не качается ли калибр в отверстии (рис. 2, б). Отсутствие качания показывает, что угол конуса правилен.
Убедившись в этом, приступают к проверке диаметров конического отверстия. Для этого наблюдают, до какого места калибр войдет в проверяемое отверстие. Если конец отверстия совпадет с одной из рисок или же находится между рисками калибра, то размеры конуса правильны. Однако может случиться, что калибр войдет в отверстие настолько глубоко, что обе риски войдут в отверстие, Это показывает, что диаметр отверстия больше заданного. Если обе риски окажутся вне отверстия, то диаметр отверстия меньше требуемого.