Фасонно-отрезные автоматы предназначены для изготовления деталей из прутка с наибольшим диаметром до 40 мм. Они применяются в основном в крупносерийном и массовом производстве. На рис. 1, а показана схема работы автомата. Пруток закрепляется во вращающемся шпинделе 1 с помощью цангового патрона. Суппорты 2 перемещаются в поперечном направлении и несут фасонные и отрезные резцы. Пруток подается с помощью специального подающего устройства до откидного упора 3.
Некоторые модели фасонно-отрезных автоматов имеют продольный суппорт, позволяющий при подаче вдоль оси детали сверлить отверстия. Автоматы фасонно-продольного точения предназначены для изготовления из прутка деталей диаметром до 25 мм. На рис. 1, б дана схема работы автомата. Главным движением является вращение заготовки, закрепленной в шпинделе 11, движением продольной подачи s1 — перемещение шпиндельной бабки 12 с прутком по направляющим станины относительно резцов 8 и 6, закрепленных в суппортах 9 и 4. Резец 8 может перемещаться только в поперечном направлении при фасонном обтачивании или отрезке, осуществляя поперечную подачу s2 . Станок имеет обычно несколько вертикальных суппортов и суппорт 4 балансирного типа, несущий два резца б и совершающий качательное движение вокруг оси 5. Этим суппортом можно также производить фасонное обтачивание и отрезку. Фасонное обтачивание осуществляется при совместном продольном перемещении заготовки и поперечном перемещении резца, закрепленного в вертикальном или балансирном суппортах, отрезка осуществляется при поперечном перемещении резца 8.
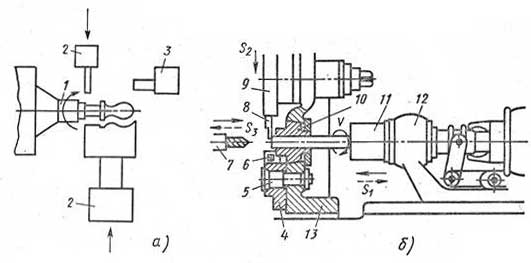
Рис. 1 Схема работы автоматических станков
Сверление, зенкёрование, нарезание резьбы метчиком или плашками производятся с помощью специальных приспособлений 7, устанавливаемых слева против шпиндельной бабки. Шпиндель приспособлений имеет иногда независимое поступательное s3 и вращательное движения. При сверлении, зенкеровании, развертывании продольная подача складывается из продольных подач шпинделя станка s1 и шпинделя приспособления s3. Для устранения прогиба и вибрации прутка при его обтачивании передний конец прутка пропускается через отверстие люнета 10, закрепленного на суппортной стойке 13, которая установлена на станине.