Токарно-револьверный станок 1Н325 является универсальным общего назначения и предназначен для обработки деталей из прутка диаметром до 25 мм, либо штучных заготовок, закрепляемых в патроне. Станок имеет шестигранную револьверную головку с вертикальной осью вращения.

Рис. 1. Токарно-револьверный станок 1Н325
Назначение
На станке можно производить все виды токарных работ, включая нарезание резьб плашками, метчиками или с помощью специального резьбонарезного копира. Техническая характеристика станка: число значений частот вращения шпинделя 16; частота вращения шпинделя 80-3150 об/мин; число подач 3; продольная подача 0,05-0,3 мм/об; поперечная — 0,05-0,3 мм/об. На рис. 1 показан общий вид станка. В корпусе 1 установлен редуктор 3. Слева на станине 2 расположена шпиндельная бабка 5 и коробка подач 4. На направляющих станины справа установлен револьверный суппорт. Он состоит из каретки 5 и шестипозиционной револьверной головки 7. В гнездах последней в специальных державках закрепляется режущий инструмент. Головка поворачивается вокруг вертикальной оси, фиксируется в шести положениях и вместе с суппортом получает продольную подачу с помощью механизма, смонтированного в фартуке 9. Поперечным суппортом 6 отрезают готовые детали, а также выполняют поперечное фасонное обтачивание.
Кинематическая схема
Кинематическая схема станка представлена на рис. 2.
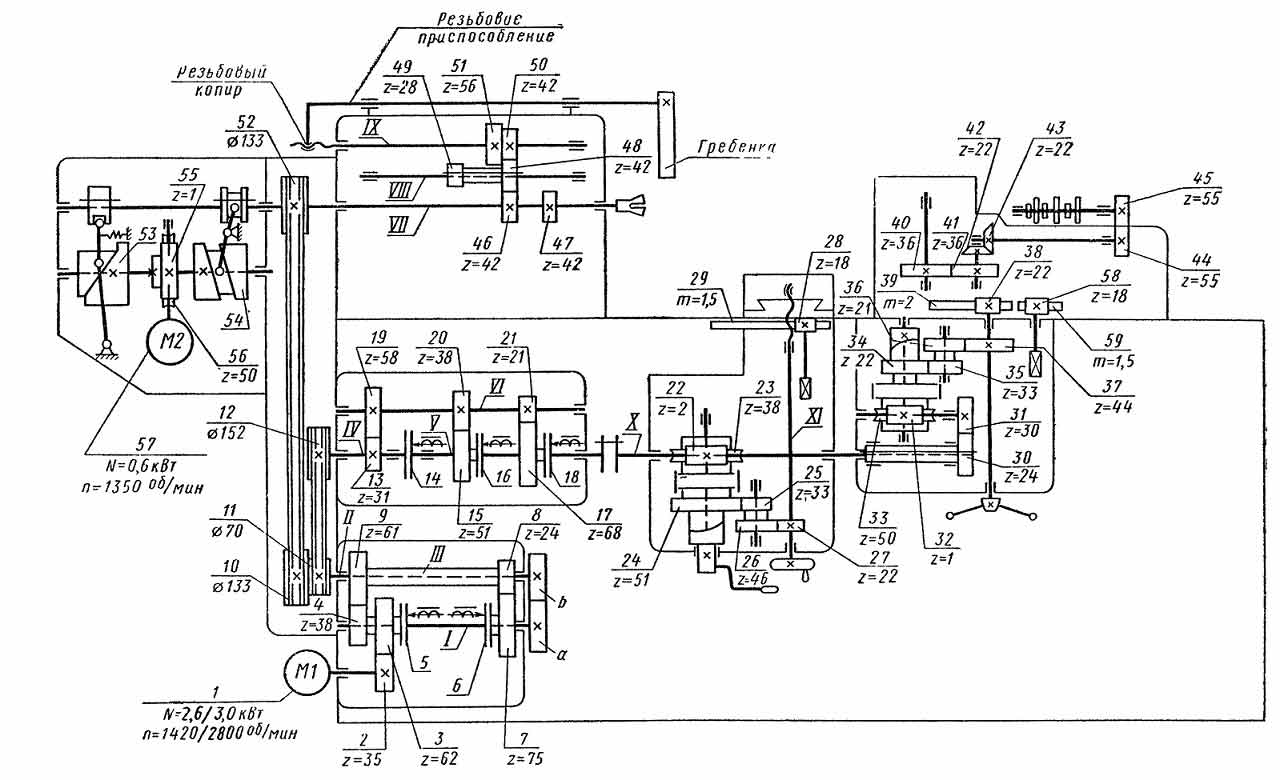
Рис. 2. Кинематическая схема токарно-револьверного станка 1Н325
Главное движение
Главное движение — вращение шпинделя осуществляется от двухскоростного электродвигателя 1 через двухступенчатую коробку скоростей (редуктор) по двум кинематическим цепям.
При включенной муфте 5 — через зубчатые колеса 2-3 на вал I, затем через сменные колеса а-b на вал II и через ременную передачу 10-52 на шпиндель VII. При включенной муфте 6 — через зубчатые колеса 2-3, 4-9, 8-7 на вал I и далее по предыдущей цепи. Сочетание двухскоростного электродвигателя с двухскоростным редуктором и наличие двух пар обратимых сменных колес а-b позволяет получить 16 значений частот вращения шпинделя. Реверсирование шпинделя осуществляется изменением направления вращения электродвигателя.