Соосность двух или нескольких отверстий, расположенных с двух сторон детали (рис. 1, б), обеспечивается внутренним шлифованием за две операции с проверкой индикатором. Трудоемкий метод обработки соосных отверстий, требующий высокой квалификации рабочего, заменяется токарной обработкой при применении консольной оправки 2, посадочная часть которой выполнена с конусностью 0,025 мм на длине 100 мм.
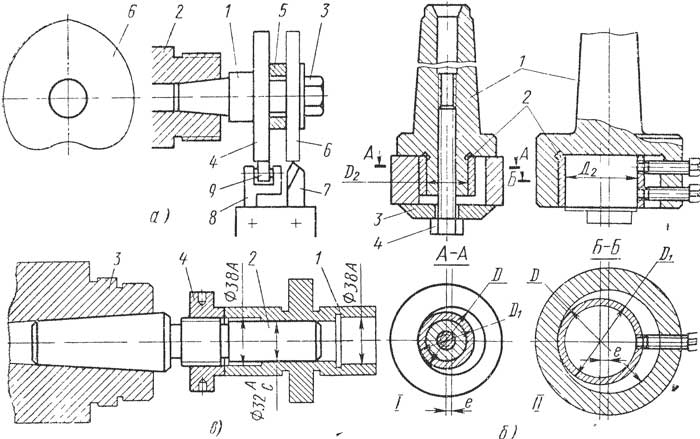
Рис. 1. Оправки для обработки: а — дисковых кулачков б — эксцентриков, в — соосных отверстий
Два соосных отверстия детали 1 диаметром 38Л мм обрабатывают за два установа с поворотом детали на 180°; за базу принимают сквозное отверстие диаметром 32Л мм; деталь насаживается на оправку, а последняя вставляется в конус шпинделя 3 станка. Для съема детали с оправки применяют гайку 4. Деталь растачивают укороченным резцом из быстрорежущей стали при частоте вращения шпинделя 300 об/мин и подаче 0,08 мм/об.
Применение оправки позволяет сократить штучное время на 70%.