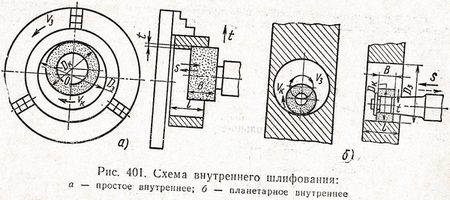
При внутреннем круглом шлифовании, применяемом для обработки отверстий, шлифовальный круг находится в отверстии заготовки (рис. 401), а потому DК <DЗ. Шлифовальный круг и заготовка вращаются в разные стороны. Кроме вращательного движения, круг совершает возвратно-поступательные движения вдоль оси отверстия заготовки (продольная подача) и движение «на глубину резания» (поперечная подача t), которое осуществляется в конце двойного продольного хода.
Схема работы, показанная на рис. 401, α, применяется при обработке относительно небольших заготовок. При шлифовании отверстий тяжелых и громоздких заготовок, закрепление и вращение которых затруднительно, применяют станки с планетарным движением шпинделя (рис. 401, б). В последнем случае заготовка неподвижна, а круг совершает не только вращательное движение vк вокруг своей оси, но одновременно и круговое движение вокруг оси шлифуемого отверстия; скорость движения вокруг оси заготовки представляет собой как бы скорость вращения заготовки v3 в первой схеме.
Кроме этих двух движений, как и в первом случае, круг имеет продольную s и поперечную t подачи.
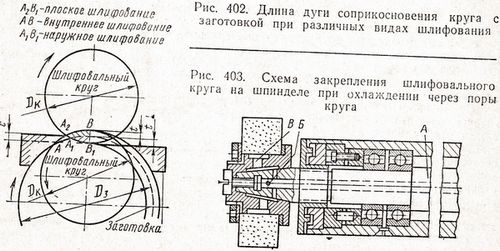
При прочих одинаковых условиях (t, Dк, D3) дуга АВ соприкосновения круга с заготовкой при круглом внутреннем шлифовании (рис. 402) больше дуги A1B1 соприкосновения при круглом наружном шлифовании. Большим будет и число зерен, одновременно участвующих в работе, а потому глубина резания, приходящаяся на одно зерно, при круглом внутреннем шлифовании меньше, чем глубина резания, приходящаяся на одно зерно при круглом наружном шлифовании.
Диаметр шлифовального круга Dк=(0,75÷0,95)D3; чем меньше диаметр отверстия, тем больше поправочный коэффициент. Ширина шлифовального круга B≈16÷60 мм; при длине обрабатываемого отверстия l = 25÷75 мм ширина меньше длины на 10—15 мм.
Для повышения интенсивности охлаждения и связанного с этим повышения производительности (на 10—20%), уменьшения шероховатости обработанной поверхности (на один класс), во избежание прижогов и трещин, повышения точности обработки, для уменьшения расхода шлифовальных кругов и резкого улучшения условий труда рабочего-шлифовщика при внутреннем шлифовании можно применять внутреннее охлаждение через поры шлифовального круга на керамической связке.
Подача жидкости к шлифовальному кругу осуществляется через сквозное (осевое) отверстие А (рис. 403) в шпинделе и радиальные отверстия Б и В, просверленные в головке шпинделя и во втулке, на которой крепится круг. Под давлением центробежной силы, проходя через поры круга, жидкость выходит на периферию круга, т. е. к месту резания, очищая при этом круг от продуктов отхода.
Для внутреннего охлаждения шлифовального круга используют воду с добавлением небольшого количества кальцинированной соды и мела с эмульсией малой концентрации. Внутреннее охлаждение возможно и при наружном круглом шлифовании, но его труднее осуществить.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}