Рассмотренные характеристики поверхностного слоя — шероховатость поверхности, структура и наклеп слоя, остаточные напряжения оказывают существенное влияние на такие важные эксплуатационные свойства деталей машин, как износостойкость, статическую, длительную и усталостную прочность, коррозионную стойкость, прочность соединений с натягом.
Шероховатость и волнистость поверхности, структура, фазовый и химические составы поверхностного слоя по-разному влияют на эксплуатационные свойства деталей.
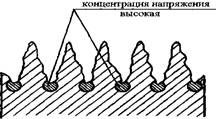
Шероховатость поверхности — технологический концентратор напряжений, снижает прочностные характеристики металла независимо от вида напряженного состояния и температуры нагрева (рис. 3).
Рис. 3. Схема расположения концентраторов напряжений на дне впадин микропрофиля шероховатой поверхности
В 80% случаев потеря служебных характеристик машин: точности, надежности, мощности, производительности и др. происходит вследствие износа трущихся поверхностей подвижных соединений детали.
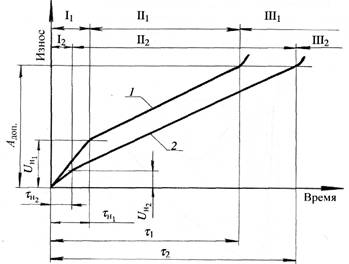
Износ протекает постоянно, начиная с момента работы соединения, но происходит неравномерно (рис. 4). Различают три периода:
Рис. 4. Износ поверхностей в зависимости от времени работы сопряжения
1 — с большими значениями шероховатости;
2- c меньшими значениями шероховатости.
Из рис. 4 видно, что при меньшей исходной шероховатости (кривая 2), уменьшается величина начального износа и время приработки. Раньше начинается эксплуатационный (нормальный) износ, который протекает на участке II с такой же интенсивностью как и при большей шероховатости поверхности, сопрягаемой пары (кривая I). В итоге продолжительность сохранения допустимого эксплуатационного зазора — до аварийного износа, значительно возрастает.
Для повышения износостойкости трущихся деталей путем уменьшения первичного износа целесообразно создавать поверхности скольжения, шероховатость которых соответствует шероховатости поверхностей приработанных деталей.
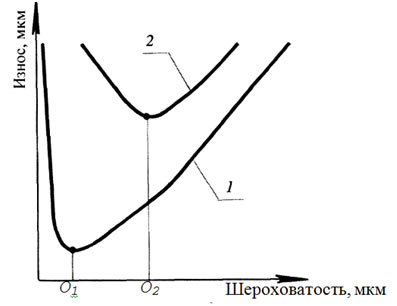
На первичный износ сопряженных деталей влияют форма и высота микронеровностей. Зависимость износа от высоты неровностей показана на рис. Кривая 1 получена при сравнительно легких, а кривая 2 — в тяжелых условиях износа.
Рис. 5. Зависимость износа от шероховатости поверхностей
Из рис. 5 видно, что минимальный износ получается не на самых гладких поверхностях, а при некоторых оптимальных значениях неровностей (точки О1 и О2).
На очень чистых, зеркально гладких поверхностях смазка удерживается плохо, вследствие чего возникает сухое трение, которое сопровождается схватыванием сопряженных деталей и увеличением износа.
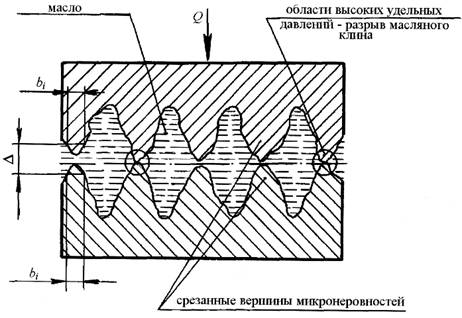
Увеличение высоты неровностей по сравнению с оптимальным значением повышает износ, который протекает интенсивно даже при сравнительно небольших эксплуатационных нагрузках, так как при этом на вершинах выступов возникает высокое удельное давление, в результате чего происходит разрыв масляного клина и срезание микронеровностей (рис. 6).
Рис. 6. Характер протекания износа на первой стадии — в процессе приработки
Δ — увеличение посадки за счет износа; Q — нагрузка.
Возникает сухое и полусухое трение. Процесс усугубляется:
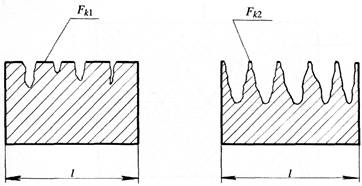
Наиболее благоприятный характер микропрофиля, с точки зрения обеспечения минимальной величины износа, «плосковершинный», который образуется на поверхности при отделочных методах обработки: притирании, хонинговании, суперфинише, накатывании роликом и т.п. (рис. 7).
Рис. 7. Вид микропрофиля обработанной поверхности
l — базовая длина; Fk1, Fk2 — фактическая площадь контакта соответственно после отделочной и лезвийной (абразивной) обработки.
В данном случае по сравнению с полученным после обработки лезвийным и абразивным инструментом:
Применение СОЖ способствует улучшению процесса стружкообразования, что приводит:
В результате уменьшается величина упругих отжатий элементов технологической системы СПИД, а, следовательно, улучшается шероховатость обрабатываемых поверхностей деталей машин.
В качестве СОЖ используют растительные и осерненные минеральные масла — сульфофрезолы, эмульсии, которые снижают шероховатость обрабатываемых поверхностей на 25…40 %, по сравнению с обработкой без охлаждения.
Тщательная очистка и фильтрация СОЖ, с целью удаления абразива и стружки, способствуют улучшению шероховатости при шлифовании и других способах абразивной отделочной обработки — суперфинише, хонинговании.
При обработке лезвийным инструментом — точении, фрезеровании, строгании и т. п. в зоне обработки доминирует силовой фактор. У стальных деталей в поверхностном слое образуется пластически деформированный слой (наклеп), у которого различают три зоны:
Рис. 8. Структура поверхностного слоя обработанной поверхности
1. Зона резко выраженной деформации — дефектный слой с измельченным зерном, значительными искажениями кристаллической решетки, деформированной структурой, наличием механических повреждений с резким повышением твердости материала.
2. Зона деформации с характерной текстурой: вытянутыми в направлении рабочего движения инструмента зернами; наволакиванием одних зерен на другие. Твердость материала в этой зоне заметно снижается по сравнению с прилегающей к поверхности.
3. Зона перехода от наклепа к исходному материалу.
При доминирующем влиянии силового фактора в поверхностном слое образуются напряжения сжатия, уровень и глубина залегания которых с увеличением глубины и степени наклепа возрастают (рис. 9). Это присуще грубым методам обработки.
Рис. 9. Характерная эпюра остаточных напряжений в поверхностном слое
При получистовой и чистовой обработках с изменением режима и других условий, начинает заметно проявляться тепловой фактор и остаточные напряжения под поверхностью могут менять знак, т. е. быть растягивающими.
При черновой и чистовой обработках стальных заготовок пластическая деформация распространяется на глубину от 50 до 300 мкм; при обдирке-до 1000 мкм.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}