Токарно-затыловочные станки предназначены для обработки задних поверхностей зубьев инструментов: цилиндрических, червячных, дисковых и пазовых фрез, а также метчиков с прямыми и винтовыми канавками. Затылование производится по архимедовой спирали. Такой профиль зуба инструмента применяется только для фасонных фрез.
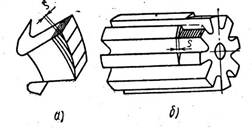
Затылование производится в результате сложения двух движений (рис. 1, а): вращательного движения детали и возвратно-поступательного движения режущего инструмента к детали. При вращении детали 1 режущий инструмент 2 на участке зуба поступательно перемещается к центру детали на величину h (падение затылка) и срезает стружку. Когда режущий инструмент достигает конца зуба, за которым начинается стружечная канавка, он быстро отходит в исходное положение. При дальнейшем вращении детали эти движения режущего инструмента повторяются. Количество таких возвратно-поступательных движений на один оборот детали равно числу его зубьев.
Рис. 1 Схема затылования
Возвратно-поступательное движение инструмента осуществляется от кулачка (рис. 1, б), который установлен в специальном суппорте (рис. 1, в). Подвижная часть суппорта I с пальцем 2 прижимается к кулачку 3 под действием пружины 4. Движение подвижной части суппорта I вперед сопровождается сжатием пружины 4, которое происходит под действием рабочей кривой ВА вращающегося кулачка, а возврат в исходное положение — под действием пружины по кривой кулачка АВ.
В зависимости от направления движения режущего инструмента относительно оси, детали различают три вида затылования: радиальное (рис. 2, а), косое (рис. 2, б) и торцовое (рис. 2, в). В зависимости от формы и размеров затылуемых фрез применяются различные методы работы. Например, узкие дисковые фрезы обычно обрабатываются фасонными резцами методом поперечной подачи (рис. 3, а). Длинные детали цилиндрической формы, а также имеющие фасонный профиль затылуют продольной подачей резца, при этом затылок зубьев снимается за один или несколько проходов (рис. 3, б).
Рис. 2 Виды затылования
Рис. 3 Методы работы при затыловании
В универсальных затыловочных станках осуществляются следующие основные движения (рис. 4): главное, обеспечивающее вращение детали(скоростная цепь); затыловочные движения (делительные) режущего инструмента, обеспечивающие снятие затылков зубьев; продольное перемещение суппорта от ходового винта, обеспечивающее подачу на шаг винторезной канавки; дополнительные движения, необходимые для затылования деталей со спиральным зубом.
Рис. 4 Схема формообразующих движений при затыловании
Затылуемые инструменты имеют прямые или винтовые стружечные канавки. При затыловании фрез с прямыми канавками количество затыловочных движений z режущего инструмента на каждый оборот фрезы равно числу ее зубьев. Для настройки кинематических цепей затыловочных станков необходимо определить расчетные перемещения, т. е. соотношения между движениями заготовки и резца. В основу расчетных перемещений принимается следующее соотношение:
1 об. детали → z движений резца→ z об. кулачка.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}
{kind=link}