Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Рис. 1. Координатно-расточный станок 2А450: 1 — станина; 2 — стойка; 3 — шпиндельная бабка; 4 — стол
На рис. 1 представлен координатно-расточной станок 2А450, оборудованный оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок 2А450 пригоден как для работы в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки.
В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм, в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, — 0,006 мм.
Координаты отсчитываются при помощи точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из нержавеющей стали, на которых нанесены шкалы в виде рисок. Поверхность валиков доведена до зеркального блеска. Координаты устанавливаются по точным шкалам путем наблюдения через специальные микроскопы.
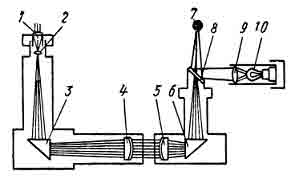
На рис. 32 приведена схема хода лучей при наблюдении продольного масштаба. Лучи от источника света 10 через линзы 9 направленным пучком падают на расположенную под углом 45° поверхность плоского стекла 8, отражаются от него и попадают на зеркальную поверхность масштабного валика 7. Лучи, отраженные валиком 7, проходят плоское стекло 5, преломляются призмой 6, идут сквозь линзы 5 параллельным пучком и выходят из объектива. Пройдя расстояние между кареткой станка и пультом управления, лучи попадают в окуляр. Затем лучи проходят линзу 4, преломляются призмой 3 и собираются в фокусе окуляра 1. В поле зрения окуляра 1 находится тонкая стеклянная пластинка 2 с двумя параллельными визирными рисками, между которыми и должно располагаться изображение риски шкалы масштабного валика 7.
Перемещения при помощи шкал зеркальных валиков измеряются следующим образом. Величина перемещения, равная целым миллиметрам, отсчитывается по масштабным линейкам с миллиметровыми делениями. Перемещения, составляющие доли миллиметров, отсчитываются по лимбам, закрепленным на валиках со шкалами. Точность производимых отсчетов зависит от точности шага рисок масштабного валика.
На рис. 3 показана кинематическая схема станка 2А450. Цепь главного движения обеспечивает вращение шпинделя с режущим инструментом. Вращение шпинделя осуществляется от регулируемого электродвигателя постоянного тока 5 через ременную передачу и трехступенчатую коробку скоростей, В пределах каждой из ступеней частота вращения шпинделя, равная 700-2800 об/мин, изменяется бесступенчато путем регулирования электродвигателя 5.
Зубчатые колеса коробки скоростей и кулачковая муфта 37 переключаются рычагами, которыми управляет барабан 69 поворачиваемый маховиком 7 через зубчатые колеса 8-9-10-11.
Цепь вертикальной подачи, т. е. вертикальное перемещение шпиндельной втулки (гильзы) с вращающимся шпинделем, осуществляется от зубчатого колеса 12 через зубчатое колесо 13, фрикционный бесступенчатый привод 14, червяк 15, червячное колесо 16, реверсивный механизм с зубчатыми колесами 17, 18, зубчатые колеса 19, 20, червяк 21, червячное колесо 22 и реечное зубчатое колесо 23, которое зацепляется с рейкой шпиндельной втулки. Для изменения величины подачи маховиком 24 через конические зубчатые колеса 25 и зубчатое колесо 26 поворачивается зубчатое колесо- гайка 27, которая передвигает винт-тягу 28. Винт-тяга 28 связан с верхним ведущим и нижним ведомым конусами фрикционного бесступенчатого привода 14. Таким образом можно сводить или разводить конусы привода 14 и получить бесступенчатое изменение передаточного отношения, а следовательно, и подачи в диапазоне 0,03-0,16 мм/об шпинделя.
Привод продольного перемещения стола осуществляется от регулируемого электродвигателя постоянного тока М2 мощностью 0,245 кВт через червячные пары 30-31, 32-33, реечное зубчатое колесо 34 и рейку 35, закрепленную на столе. Частота вращения электродвигателя регулируется в широком диапазоне. Поперечное перемещение стола производится от электродвигателя МЗ через аналогичную кинематическую цепь.
Стол в нужном положении закрепляется от редуктора, установленного на салазках, с приводом от электродвигателя 36. Включение и выключение механизмов зажима стола осуществляются нажимом на соответствующие кнопки.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}