Шлифование — процесс резания металлов с помощью абразивного инструмента, режущим элементом которого являются зерна. Зерна, обладающие высокой твердостью, теплоустойчивостью и острыми кромками, соединены специальными связующими веществами в шлифовальные круги, сегменты, головки, бруски и шкурки; применяют зерна и в виде паст и порошков.
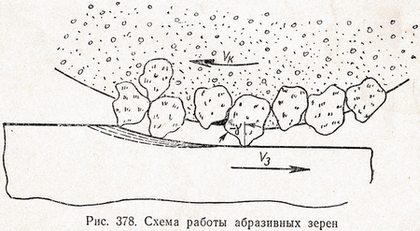
Выступающие зерна (рис. 378) абразивного материала, прочно закрепленные в шлифовальном круге связующим (цементирующим) веществом, при вращении круга с большой скоростью (до 80 м/с) срезают (царапают) слой металла с заготовки в виде очень мелкой стружки. Большое число стружек (до сотни миллионов в минуту) их малая толщина (несколько микрон) обусловливаются малым размером самих режущих зерен-резцов и большим количеством зерен, одновременно участвующих в резании (царапании). Вследствие малого сечения среза и большой скорости резания шлифование обеспечивает высокую точность (2—1-й класс) и малую шероховатость обработанной поверхности (7—12-го класса), а поэтому этот процесс чаще является окончательной (отделочной) операцией. Однако шлифование успешно применяют и для снятия больших объемов металла, заменяя обработку заготовки резцом или фрезой.
Процесс стружкообразования при шлифовании приближается к резанию, осуществляемому зубом фрезы. Несмотря на малые размеры срезаемого слоя, получаемая при шлифовании стружка имеет то же строение и вид, что и стружка, получаемая при фрезеровании. Здесь также имеют место упругое и пластическое деформирование, тепловыделение, упрочнение, износ и др. Но так как не все зерна одинаково участвуют в работе, то наряду с нормальной (мелкой) стружкой при шлифовании получается еще и металлическая пыль, которая при высокой температуре спекается.
Высокая температура при шлифовании (до 1000—1500° С) возникает в результате наличия у зерен разнообразной, неправильной геометрии режущей части (отрицательного переднего угла) и большой скорости резания. С увеличением износа зерен температура при шлифовании повышается, что может вызвать деформацию детали, прижог, структурные изменения и трещины на обработанной поверхности. Для снижения температуры при шлифовании сталей применяют обильное (10—60 л/мин) охлаждение. Смазочно-охлаждающие жидкости способствуют также удалению абразивной и металлической пыли из воздуха и очищению пор круга от продуктов отхода, повышают производительность и уменьшают шероховатость обработанной поверхности; снижается и размягчение связки круга, которое получается вследствие нагрева.
При шлифовании заготовок из сталей наибольшее распространение имеют следующие смазочно-охлаждающие жидкости:
При шлифовании заготовок из алюминия применяют керосин или керосин с добавкой минеральных масел. Заготовки из чугуна и меди часто шлифуют без охлаждения, но при этом желательно наличие пылеотсосов.
Наряду с общими явлениями, присущими и другим видам обработки металлов резанием, процесс шлифования имеет особенности:
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}