Резьбовые соединения широко применяют в машиностроении как для создания неподвижных соединений (болты, винты, гайки и т. д.), так и для подвижных (ходовой винт — гайка). Резьбу на деталях нарезают различными способами: на токарных станках резцом или гребенкой, метчиками, плашками, резьбонарезными головками, дисковыми и групповыми резьбовыми фрезами, одно- и многониточными шлифовальными кругами, накатыванием и др. Широкое применение при изготовлении резьб, особенно в крупносерийном и массовом производстве, получило резьбофрезерование, которое обеспечивает высокую производительность.
Резьбу фрезеруют двумя основными способами — дисковой и групповой фрезой.
При данном способе ось дисковой фрезы устанавливают на угол подъема винтовой нарезки а относительно оси заготовки 2. Фреза получает главное вращательное движение υф и продольную подачу sф, параллельную оси заготовки, заготовка — вращение (круговую подачу sкp). Фрезерование резьбы обычно производят на полную глубину. С помощью дисковой фрезы можно нарезать резьбы различного профиля и шага и любой длины.
Групповая фреза имеет кольцевые канавки. Во время обработки ось фрезы устанавливают параллельно оси заготовки. Фреза получает главное вращательное движение υф, движение радиальной подачи sp до полной глубины фрезерования и движение продольной подачи snp с шагом нарезаемой резьбы, заготовка — вращение (круговую подачу sкp). За весь цикл обработки заготовка выполняет от 1,1(6) до 1,375 оборота, а фреза перемещается параллельно оси заготовки на величину немного более одного шага. Это связано с тем, что на подвод, врезание и отвод фрезы, происходящие во время вращения заготовки, затрачивается часть оборота.
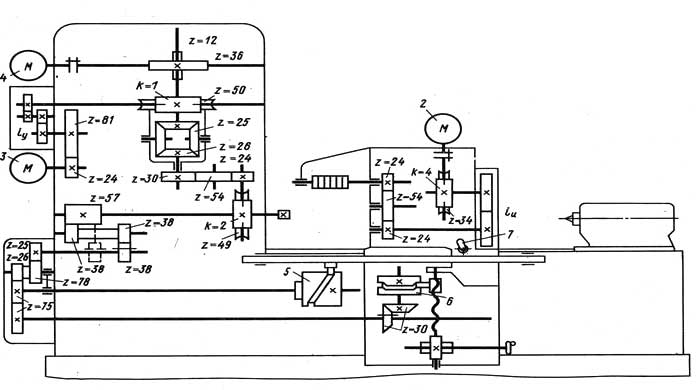
Рис. 1 — Кинематическая схема станка мод. 5М5Б62
Групповыми фрезами можно нарезать как наружные, так и внутренние резьбы. Так как при фрезеровании резьбы ось фрезы параллельна оси заготовки, а фреза имеет кольцевые витки, то они направлены к виткам нарезаемой резьбы под углом, равным углу подъема резьбы. Это несовпадение витков и резьбы, хотя и незначительно, но искажает профиль резьбы, поэтому метод фрезерования резьбы групповыми фрезами ограничивается заданной точностью резьбы и рекомендуется для изготовления резьб с шагом до 6 мм. Резьбофрезерный станок мод. 5М5Б62. Назначение — фрезерование коротких наружных и внутренних резьб групповой (гребенчатой) фрезой.
Станок работает по полуавтоматическому циклу. Кинематическая схема станка приведена на рис. 1.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}