Наиболее распространенными приспособлениями для сверлильных и расточных работ являются кондукторы, снабженные втулками для направления инструмента. Кондукторы подразделяются на накладные и подвесные (закрытые и открытые), по виду исполнения — на подвижные и неподвижные и по виду привода — на механические и пневматические.
Приспособления с пневматическим приводом для сверлильных работ применяют при обработке больших партий заготовок. Особенно широко пневматический привод используют в скальчатых кондукторах, в кондукторах с большим количеством зажимных элементов и в кондукторах для крупногабаритных заготовок.
Скальчатые кондукторы имеют подвижную кондукторную плиту, жестко связанную с колонками-рейками, по которым плита реечным механизмом, действующим от пневматики, поднимается на необходимое расстояние для установки обрабатываемой заготовки, при отпускании ее заготовка закрепляется. На опорной плоскости корпуса кондуктора монтируют элементы приспособления для установки заготовки, а в кондукторной плите — соответствующие направляющее втулки для режущего инструмента. Сжатый воздух используется не только для зажима заготовок, но и для облегчения поворота подвижных деталей тяжелых кондукторов.
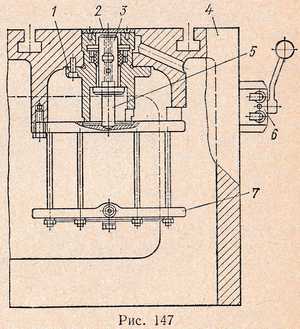
При сверлении отверстий во фланцах часто применяют накладные кондукторы, используя для зажима заготовки пневмопривод. На рис. 147 показан модернизированный стол сверлильного станка с устройством для зажима заготовки и накладной кондукторской плиты сжатым воздухом. Пневмоцилиндр 7 укреплен на приливе стола 4 станка. Шток 5 цилиндра соединен с муфтой 3, имеющей резьбовое отверстие. Ход штока ограничивается упорной втулкой 1. В конструкции предусмотрено отверстие для центрирования приспособления при использовании пневматического зажима, в обычном виде это отверстие закрывается заглушкой 2. Пневматическим зажимом управляет распределительный клапан 6.
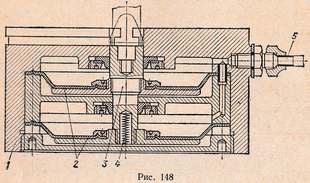
Для сверлильных работ с применением накладных кондукторов имеются конструкции с диафрагменным пневматическим зажимом (рис. 148). В чугунном корпусе 1 помещены две диафрагмы 2 с одним общим штоком 3. При впуске сжатого воздуха через распределительный кран 5 в полости рабочих камер перемещается шток 3 сверху вниз к зажимам заготовки. В исходное положение шток возвращается пружиной 4. Кондуктор состоит из подставки с базирующими кольцами или штырями и кондукторной плиты, которую накладывают на заготовку и прижимают к ней гайкой, расположенной в центре кондуктора. Для передачи давления на кондукторную плиту применяют откидную или быстросменную шайбу, или чеку.
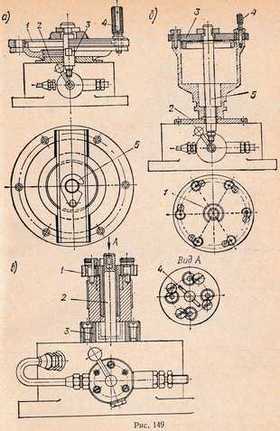
Типовые схемы пневматических зажимов для кондукторных плит показаны на рис. 149: α — с откидной шайбой: 1 — накладной кондуктор, 2 — опорный диск, 3 — тяга, 4 — упорный штифт, 5 — откидная шайба; б — с быстросменной шайбой; 1 — быстросменная шайба, 2—опорное кольцо, 3 — кондукторная плита, 4 — упорный штифт, 5 — тяга; в — с чекой: 1 — кондукторная плита, 2 — тяга, 3 — опорный диск, 4 — чека.
В практике сверлильных работ применяют также патроны и машинные тиски, например, для снятия фасок, зенкерования, нарезания резьбы и др. В этих случаях возможно применение универсальных пневматических зажимов типа пневматического патрона о экс-центр и новыми кулачками.
На рис 150 приведена конструкция пневматического трехкулачкового патрона. Под воздействием сжатого воздуха рейка 2 штока пневмоцилиндра, установленного на фланце корпуса 1 патрона, вращает зубчатое колесо 5, а последнее — зубчатые колеса 4, которые приводят в действие три эксцентриковых кулачка 3, расположенных под углом 120° друг к другу. Кулачки, поворачиваясь, сходятся к центру и, центрируя, поджимают заготовку. Окончательный зажим осуществляется силами резания, момент которых поворачивает кулачки, закрепляющие заготовку. При необходимости обработки отверстий по кондуктору на корпусе трехкулачкового патрона можно установить кронштейн с кондукторной втулкой.
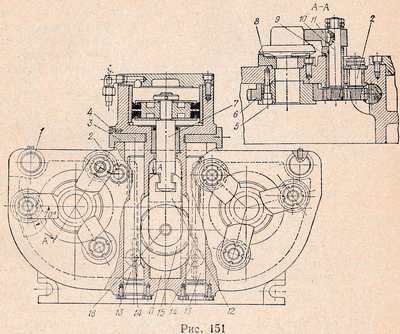
Для сверления отверстий в поковках зубчатых колес, а также для последующей их обработки протягиванием применяют пневматические самоцентрирующиеся приспособления с эксцентриковыми кулачками. На рис. 151 показано такое двухместное приспособление с использованием двухшпиндельной головки. Особенность приспособления — реечно-шестеренчатый дифференциальный механизм, благодаря которому две заготовки центрируются и зажимаются от одного пневмоцилиндра.
Обрабатываемые заготовки устанавливают на опоры 8, укрепленные на корпусе приспособления. Во втулки 9, запрессованные в корпус, вставлены валики 10, на которые посажены эксцентриковые кулачки 11. Зубчатые колеса, выполненные за одно целое с валиками 10, находятся в зацеплении с зубчатыми колесами 6, вращающимися на втулках 5, которые с помощью винтов и штифтов закреплены на корпусе приспособления.
В средней части корпуса имеется паз П прямоугольного сечения, в который вложен ползун 12. В прорези ползуна на оси 16 на шарикоподшипниках установлено зубчатое колесо 15, которое находится в зацеплении с двумя рейками 13. Рейки одной стороной вставлены в отверстия корпуса, а другой находятся в зацеплении с зубчатыми колесами валиков: правая рейка — с зубчатым колесом валика 10, левая — с зубчатым колесом валика 2. Зубчатое колесо валика 2 находится в зацеплении с зубчатым колесом одного из валиков 10 левого гнезда приспособления. Валик 2 необходим для того, чтобы кулачки обоих гнезд приспособления вращались в одну сторону.
Рейки 13 удерживаются от вращения шпонками 14, укрепленными внутри корпуса. Ползун 12 с помощью Т-образного паза соединен со штоком 7 пневматического цилиндра, корпус которого отлит заодно с корпусом приспособления. Паз П в корпусе закрыт сверху крышкой, внутренняя поверхность которой не дает возможность ползуну 12 сдвигаться вверх.
Под действием поршня ползун 12 движется в пазу П и через зубчатое колесо 6 передвигает рейки, которые вращают находящиеся с, ними в зацеплении валики, а те в свою очередь вращают валики 10 с сидящими на них эксцентриковыми кулачками 11. При зажиме заготовок ползун 12 движется в направлении от цилиндра и кулачки 11 вращаются против часовой стрелки. Когда кулачки одного из гнезд повернутся до упора в заготовку, рейка останавливается, а зубчатое колесо 15 начинает вращаться на оси 16, перекатываясь по остановившейся рейке, и продолжает двигать вторую рейку, пока и кулачки второго гнезда не дойдут до упора в заготовку, установленную в этом гнезде, после этого движение ползуна 12 прекращается и обрабатываемые заготовки в обоих гнездах оказываются сцентрированными и надежно зажатыми в кулачках 11. При освобождении обработанной детали рейки, совершая обратное движение, упираются в планки 3, которые вложены в пазы, профрезерованные в корпусе, и прикреплены винтами 4. Две скалки 1, укрепленные в корпусе, служат для направления двухшпиндельной сверлильной головки.
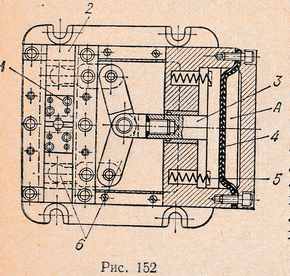
На рис. 152 показан вид в плане тисков с приводом центрирующих губок 1 от пневматической камеры 4. Усиливающий рычажный механизм 6, соединенный со штоком 3, осуществляет возвратно-поступательное движение ползунов 2 с прикрепленными к ним губками 1. При впуске сжатого воздуха в полость А кулачки сходятся и зажимают заготовку, при переключении крана губки возвращаются в исходное положение под действием пружин 5.
Накладные кондукторы широко не применяются из-за необходимости закрепления плиты на весь период обработки данной заготовки. В скальчатых кондукторах кондукторная плита подвижна, что облегчает установку и закрепление заготовок. Кондукторная плита перемещается с помощью скалок (колонок). Ее поднимают и опускают специальным реечным механизмом. На опорной плоскости корпуса устанавливают элементы приспособления, а в кондукторной плите предусматривают отверстия под направляющие кондукторные втулки.
На рис. 153 показан скальчатый кондуктор с реечным механизмом и кондукторной плитой на двух скалках. Кондуктор состоит из корпуса 6, двух скалок 4 с рейками, кондукторной плиты 5 и зубчатого валика 7. В привод кондуктора входит пневмоцилиндр 11, прикрепленный к корпусу 6 кондуктора. Движение от штока 10 поршня к зубчатому валику 7 передает рейка 3, соединенная со штоком сухарями 9 и шариком 8. Пневмоцилиндр управляется трехходовым распределительным краном 12. При зажиме заготовки сжатый воздух через воздуховод 1 поступает в левую рабочую полость цилиндра. Поршень 2, передвигаясь вправо, перемещает шток с рейками 3 и вращает зубчатый валик 7 по направлению движения часовой стрелки, в результате чего обе скалки 4 с кондукторной плитой 5 опускаются на заготовку. При перемещении поршня 2 справа, налево отработанный воздух удаляется через воздуховод 1 в атмосферу, и кондукторная плита отводится в исходное положение.
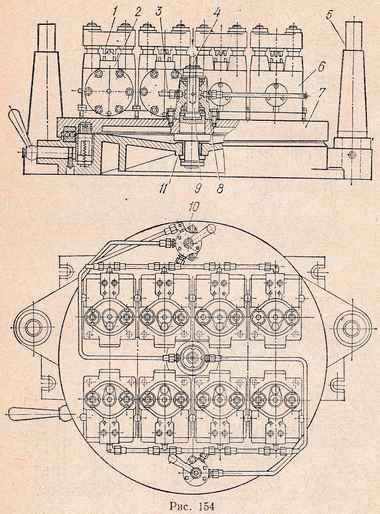
На рис. 154 приведена конструкция многоместного кондукторного устройства поворотного типа с пневмоприводом. На поворотном столе 7 смонтировано восемь кондукторов 6, по четыре в каждой группе, управляемых двумя распределительными кранами 10. Четыре кондуктора находятся в рабочем положении, а еще четыре — в загрузочном, при повороте стола на 180° первые четыре кондуктора перемещаются в загрузочное положение, а вторые четыре — в рабочее.
Сжатый воздух подводится к поворотному столу через распределительную муфту 8 и от воздуховода 4 — к распределительным кранам 19. Корпус муфты 5 укреплен на поворотной части стола 7, а палец муфты 9 со шлангом 3 — на станине 11 станка. Заготовки устанавливают на планки 2 и центрируют трехлапыми призмами 1. Отверстия сверлят четырехшпиндельной головкой, направляемой по скалкам 5, одновременно в четырех заготовках.
Выполнение операций растачивания требует соблюдения ряда условий выбора места зажима заготовки, конструкции зажимов и других элементов конструкции приспособлений для расточных работ. Так как растачивание, особенно чистовое, является точной операцией, то необходимо исключить вибрации зажимного устройства и соблюдать условия, предотвращающие деформацию обрабатываемой заготовки.
На рис. 155 показано приспособление с пневмоприводом для растачивания цилиндров. На шпинделе передней бабки расточного станка укрепляют самоцентрирующий рычажный патрон, который действует в результате приложения усилия от пневмопривода. На основании 11 приспособления размещена стойка 9 с подвижной гильзой 4. Внутри гильзы находится втулка 3 для направления расточной головки. В переднем конце гильзы на коническом роликовом подшипнике установлена крышка 2 с коническим отверстием для центрирования заготовки.
Заготовку зажимают патроном пневмоцилиндра 6 двустороннего действия, шток поршня которого шарнирно соединен с рычагом 7, посаженным на один валик с зубчатым колесом 8. Зубчатое колесо 8 находится в постоянном зацеплении с рейкой 5 гильзы 4, рейка передвигается по направлению к бабке под действием штока при поступлении сжатого воздуха в правую полость цилиндра.
После центрирования заготовка 12 направляется левым концом внутрь корпуса патрона 1 и, упираясь торцом в центрирующую втулку 14, отодвигает ее влево, в то время как рычаги 10, входящие выступами 13 в прорезь втулки, поворачиваются вокруг своих осей и зажимают заготовку в приспособлении.
Для растачивания поршневых колец на двухшпиндельном горизонтально-расточном станке применяют двухпозиционное пневматическое приспособление (рис. 156) со сдвоенным пневмоцилиндром. Помещенные в магазине 2 поршневые кольца при отходе плунжера 3, сидящего на штоке 4 пневмоцилиндра, поступают вниз на вкладыш 9. Сжатый воздух подается одновременно во внутренние камеры обоих цилиндров, шток 4 заталкивает обрабатываемые кольца в стакан 10 до положения, ограниченного гайками-упорами 8. С помощью второго крана воздух направляется в наружные камеры цилиндров, после чего шток 5 посредством траверсы 6 и штанги 7 перемещает плиту 11, которая кольцом 1 и стаканом 10 прижимает обрабатываемые кольца к торцу плунжера 3. После обработки колец штоки движутся в обратном направлении, плита 11 отходит от торца стакана 10, а обработанные кольца выталкиваются плунжером 3.
На рис. 157 приведена конструкция приспособления для растачивания картера сцепления. Основными деталями приспособления являются: корпус 1, горизонтальный пневмоцилиндр 11, вертикальный цилиндр 6, зажимная планка 4, сухари 14 и 18, упорный 15 и опорный 17 ролики.
Обрабатываемую заготовку (картер) отверстиями устанавливают на фиксаторы 9. При повороте распределительного крана сжатый воздух поступает в цилиндр 11, шток 12 которого соединен с сухарем 14. Поршень 13 пневмоцилиндра 11, передвигаясь вправо, прижимает обрабатываемую заготовку планкой 4 к опорному кольцу 5. Планка 4 опирается на шаровую пяту, благодаря чему ее упоры самоустанавливаются. Обрабатываемую заготовку зажимают упоры 10, 8 и 3, из которых упоры 10 и 8 подвижно укреплены в планке 4 и взаимно устанавливаются, опираясь на шарики.
На следующем повороте распределительного крана включается пневмоцилиндр 6, который продвигает поршень 7 со штоком 16 вниз до упора в ролик 17, установленный в сухаре 18; шток, нажимая скосом на ролик 15, зажимает обрабатываемую заготовку в приспособлении упорами планки 4. Шток 16 имеет скошенные лыски у торца под углом 30° и далее под углом 10°, близким к углу самоторможения, вследствие чего планка 4 стопорит. Для предотвращения вибрации при растачивании обрабатываемую заготовку снизу подпирают упорами 2.
Применение приспособлений с пневмоприводом для растачивания заготовок корпусных деталей позволяет значительно снизить вспомогательное время.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}