Точные по размеру диаметров детали можно обтачивать с помощью лимба винта поперечной подачи и штангенциркуля.
Однако такой способ обработки отнимает много времени на установку резца на нужный размер, на точное измерение диаметров и может быть использован лишь при изготовлении небольшого количества деталей.
Для сокращения времени, затрачиваемого на измерение диаметров при обработке партии деталей, на некоторых токарных станках используют поперечные упоры.
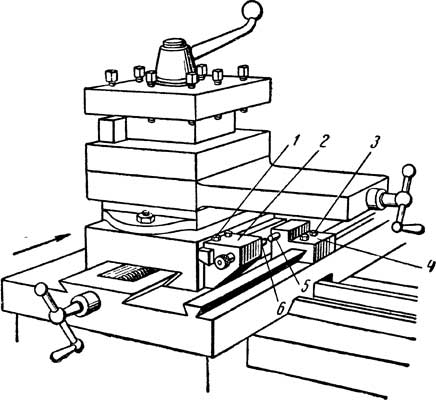
Рис. 1. — Поперечный упор
Один из таких упоров показан на рис. 1. Упор состоит из двух частей. Неподвижную часть 4 устанавливают на каретке и закрепляют болтами 3; упорный штифт 5 неподвижен. Подвижный упор 2 устанавливают и закрепляют болтами 1 на нижней части суппорта. Винт 6 устанавливают точно на требуемый размер детали. Конец винта 6, упираясь в штифт 5, предопределяет требуемый размер детали.
Помещая между штифтом 5 и винтом 6 мерные плитки, можно обтачивать детали со ступенями различных диаметров.
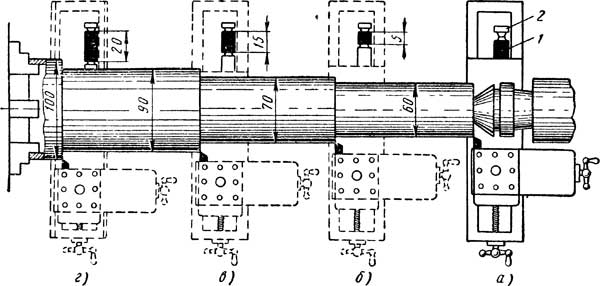
Рис. 2. Обтачивание детали ступенчатой формы при помощи поперечного упора и мерных плиток
На рис. 2 показан пример обтачивания детали ступенчатой формы диаметром 100, 90, 70 и 60 мм при помощи поперечного упора и мерных плиток. При обработке таких деталей требуется затратить много времени на подвод и отвод резца, установку резца на нужный размер, измерения, пуск и остановку станка.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}