В процессе обработки заготовки возникают отклонения от геометрической формы и размеров, заданных чертежом, которые должны находиться в пределах допусков, определяющих наибольшие допустимые значения погрешностей размеров и формы заготовки или детали. Окончательная, или суммарная, погрешность складывается из первичных погрешностей, которые образуются из погрешностей установки заготовки, настройки станка и самой обработки.
Погрешность установки заготовки εУ возникает при установке заготовки непосредственно на станке или в приспособлении и складывается из погрешностей базирования εБ и погрешности закрепления εЗ. Погрешность настройки станка ∆Н и погрешность обработки ∆ОБ возникают при установке режущего инструмента на размер или при установке упоров и копиров, а также непосредственно в процессе обработки. Два последних вида погрешностей рассмотрены и поэтому здесь приведены как составляющие окончательной погрешности, характеризующие условия обеспечения заданной точности того или иного размера обрабатываемых заготовок.
Погрешность установки εУ как суммарная погрешность базирования н закрепления обрабатываемой заготовки в ряде случаев значительно влияет на точность размеров и взаимного положения поверхностей детали. Погрешности εУ возникают в результате таких причин, как неточности формы базовых поверхностей, попадание стружки и т. п.
Погрешность базирования εБ возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами. При базировании по конструкторской основной базе, являющейся и технологической базой, погрешность базирования не возникает. Погрешности базирования можно определять расчетом геометрических связей принятой схемы базирования. Погрешности εБ возникают и при зажатии под действием сил зажатия, контактных деформаций заготовки и упругих деформаций приспособления.
Погрешность закрепления εЗ образуется из погрешностей, возникающих до приложения силы зажатия и при зажатии. При работе на предварительно настроенных станках режущий инструмент, а также упоры и копиры устанавливают на размер от установочных поверхностей приспособления до приложения нагрузки, поэтому сдвиг установочных баз приводит к погрешностям закрепления. Погрешности закрепления определяют расчетным и опытным путем для каждого конкретного способа закрепления заготовок (значения их приводят в справочных таблицах).
Для приближенного определения допустимой погрешности базирования можно пользоваться формулой:
εБ.ДОП ≤ δ — ∆;
где δ — допуск на размер; ∆ — погрешность размера; примерные значения величины ∆.
Действительная погрешность базирования должна быть всегда меньше допустимой:
εБ ≤ εБ.ДОП
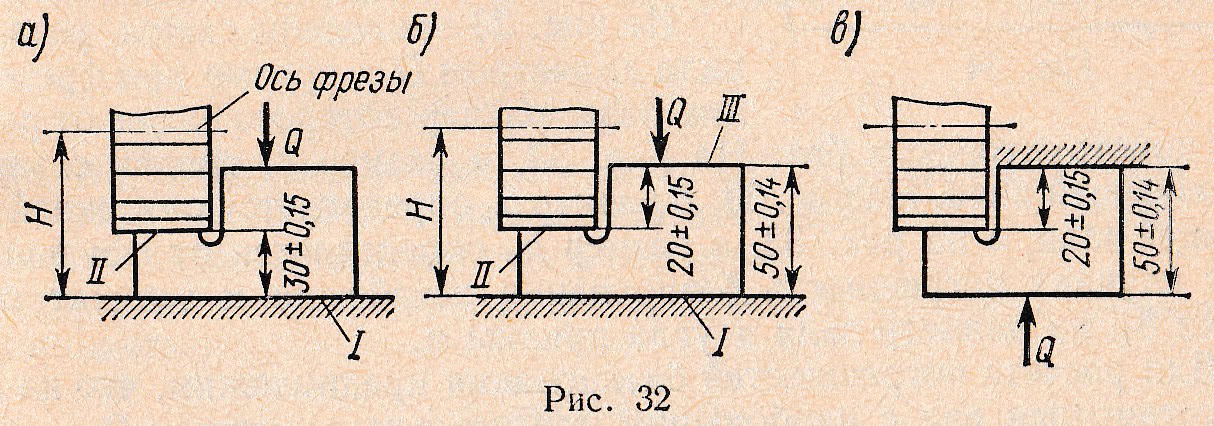
Рассмотрим, как рассчитывают действительные погрешности базирования при установке:
На рис. 32, б измерительной базой является плоскость III, а плоскость I является установочной базой. В этом случае погрешность базирования неизбежна, так как при неизменном настроечном размере Н размер обрабатываемой поверхности II колеблется в пределах допуска на размер 50 мм, полученный при обработке на предыдущей операции. Следовательно, погрешность базирования будет соответствовать допуску на этот размер или εБ = 0,28 мм.
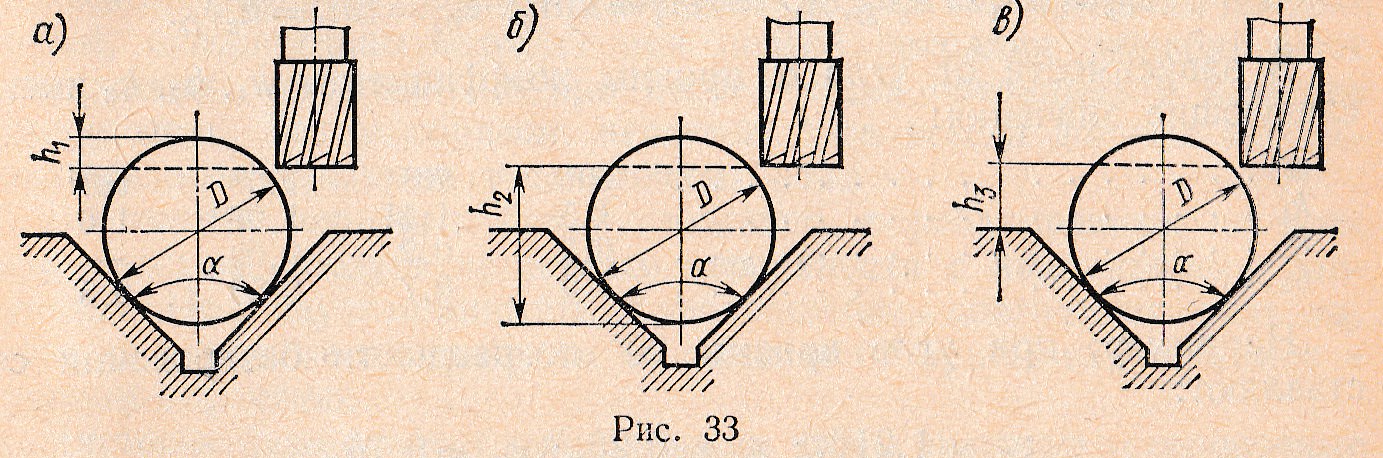
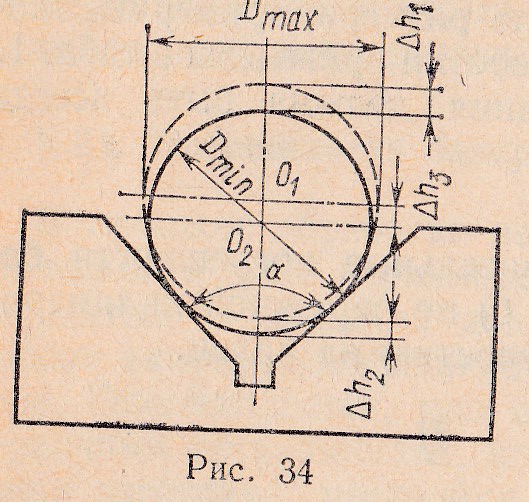
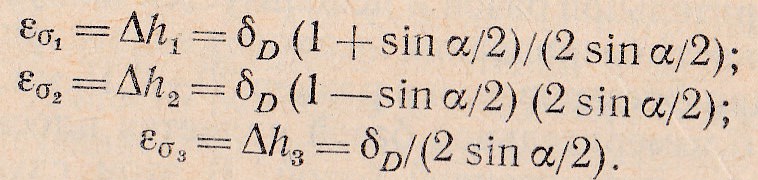
Для расчета погрешностей базирования предположим, что на призме установлен вал с наибольшим предельным диаметром DMAX и наименьшим предельным диаметром DMIN (рис. 34); тогда величины ∆h1, ∆h2, ∆h3 будут характеризовать погрешности базирования для каждой схемы:
Обозначив в правой части каждого уравнения выражения, не содержащие δD, соответственно коэффициентами k1, k2 и k3, получим:
εδ1 = ∆h1 = k1δD; εδ2 = ∆h2 = k2δD; εδ3 = ∆h3 = k3δD;
В зависимости от угла α призмы коэффициенты k1, k2 и k3 имеют следующие значения:
Например, при угле призмы 90° погрешности базирования составляют:
εδ1 = 1,21δD; εδ2 = 0,2δD; εδ3 = 0,7δD;
Рассмотрим пример базирования обрабатываемой заготовки по отверстию. При установке обрабатываемых заготовок на оправку или палец возникают погрешности базирования из-за зазора. При установке обрабатываемых заготовок на оправку или палец с натягом погрешность базирования в радиальном направлении отсутствует.
На рис. 35 приведена схема установки на жесткую оправку заготовки для обработки наружных поверхностей. Конструкторской базой является ось отверстия заготовки, а установочной — цилиндрическая поверхность отверстия детали и торец.
Конструкторская база (ось отверстия) при наличии зазора может смещаться относительно оси оправки на размер эксцентриситета, равный половине зазора. В результате несовпадения конструкторской и установочной баз возникает биение наружной поверхности относительно внутренней, являющееся погрешностью базирования. Размер биения, или погрешность базирования, равен удвоенному размеру эксцентриситета. Тогда:
εD2 = εD1 = sMAX = sMIN + δA + δB;
где εD2, εD1 — биение по диаметрам D1 и D2 ступеней заготовки; sMAX, sMIN —максимальный и минимальный зазоры; δA, δB —допуски соответственно на диаметр отверстия и оправки.
Погрешности базирования при получении линейных размеров α и b составят:
εα = 0; εb = δα,
так как установочные и измерительные базы для размера α совместились, а для размера b не совместились.
Погрешности, возникающие при установке заготовок, влияют на точность взаимного расположения поверхностей, а так как каждая готовая деталь имеет комплект черновых и обработанных поверхностей, то для взаимной увязки этих двух комплектов поверхностей необходимо строго выполнять основные положения выбора баз. Основной предпосылкой увязки комплектов черновых и обработанных поверхностей является условие выбора черновой установочной базы. Такими базами могут служить поверхность или совокупность поверхностей, относительно которых при первой операции обрабатывают поверхности, используемые при последующих операциях в качестве базирующих. Таким образом, черновая база всегда должна использоваться для обработки установочных баз.
В качестве черновых баз у заготовок, обрабатываемых по всем поверхностям, следует принимать поверхности с наименьшими припусками. Не следует принимать за черновые базы поверхности разъема, а также неровные поверхности со следами от прибылей, литников и другими дефектами.
Чистовые базы следует выбирать так, чтобы чистовые установочные базы были конструкторскими. Это исключает погрешности базирования. Чистовые базы должны иметь наибольшую точность формы и размеров и малую шероховатость поверхности; этому требованию удовлетворяют основные и вспомогательные базы заготовки, которые, как правило, и используют в качестве установочных. Установочные базы должны обладать наибольшей устойчивостью при базировании и обеспечивать наименьшие деформации заготовки от зажатия и воздействия силы резания. При выборе чистовых баз необходимо стремиться к тому, чтобы обработку поверхностей на всех операциях (установках) осуществлять с использованием одних и тех же установочных баз. Это требование называется принципом постоянства баз.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}