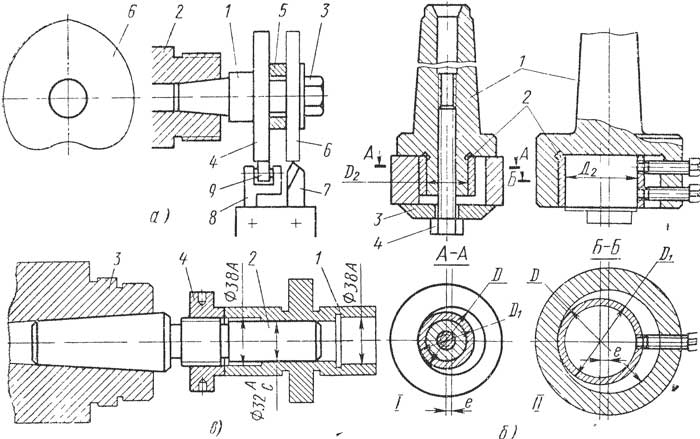
Оправки для обработки эксцентриков типа втулок, колец и валиков (рис. 1, б) имеют простую конструкцию и обеспечивают необходимую точность и производительность обработки эксцентриков на токарных и круглошлифовальных станках.
Оправки 1 закрепляют в шпинделе станка. Сменную втулку изготовляют так, чтобы обеспечивалась плотная посадка на оправке (рис. 1, б-I) или эксцентрике (рис. 1, б-II); наружный диаметр сменной втулки D1=D-2е, где е — заданная величина эксцентриситета в мм; D — внутренний диаметр эксцентрика-кольца (рис. 1, б-I) или внутренний диаметр оправки 1 (рис. 1, б-II) в мм.
Рис. 1. Оправки для обработки: а — дисковых кулачков б — эксцентриков, в — соосных отверстий
Внутренний диаметр втулки 2 равен диаметру D2 оправки 1 (рис. 1, б-I) или наружному диаметру D2 эксцентрика. Обрабатываемую деталь предварительно протачивают и шлифуют по внутреннему диаметру D отверстия и двум торцам (рис. 1, б-I) или по наружному диаметру D2 валика (рис. 1, б-II).
Заготовку эксцентрика устанавливают на оправку и закрепляют шайбой 3 и винтом 4 (рис. 1, б-I) или винтами 5 (рис. 1, 6-II).
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}