Токарно-револьверные станки отличаются от обычных токарных станков тем, что работа на них может производиться комплектом режущих инструментов, установленных в определенной последовательности в револьверной головке и на поперечном суппорте. Поэтому токарно-револьверные станки более производительны и, как правило, применяются в серийном производстве. На токарно-револьверных станках можно выполнить все виды токарных работ при обработке как штучных заготовок, так и заготовок из пруткового материала.
Токарно-револьверный станок отличается от токарно-винторезного отсутствием задней бабки, на месте которой установлена револьверная головка с кареткой. Для обработки заготовки из пруткового материала шпиндель станка снабжен специальным механизмом подачи и закрепления прутка.
Револьверная головка имеет различные конструкции. Наиболее распространенными являются шестигранные револьверные головки с вертикальной осью вращения и круглые револьверные головки с горизонтальной осью вращения.
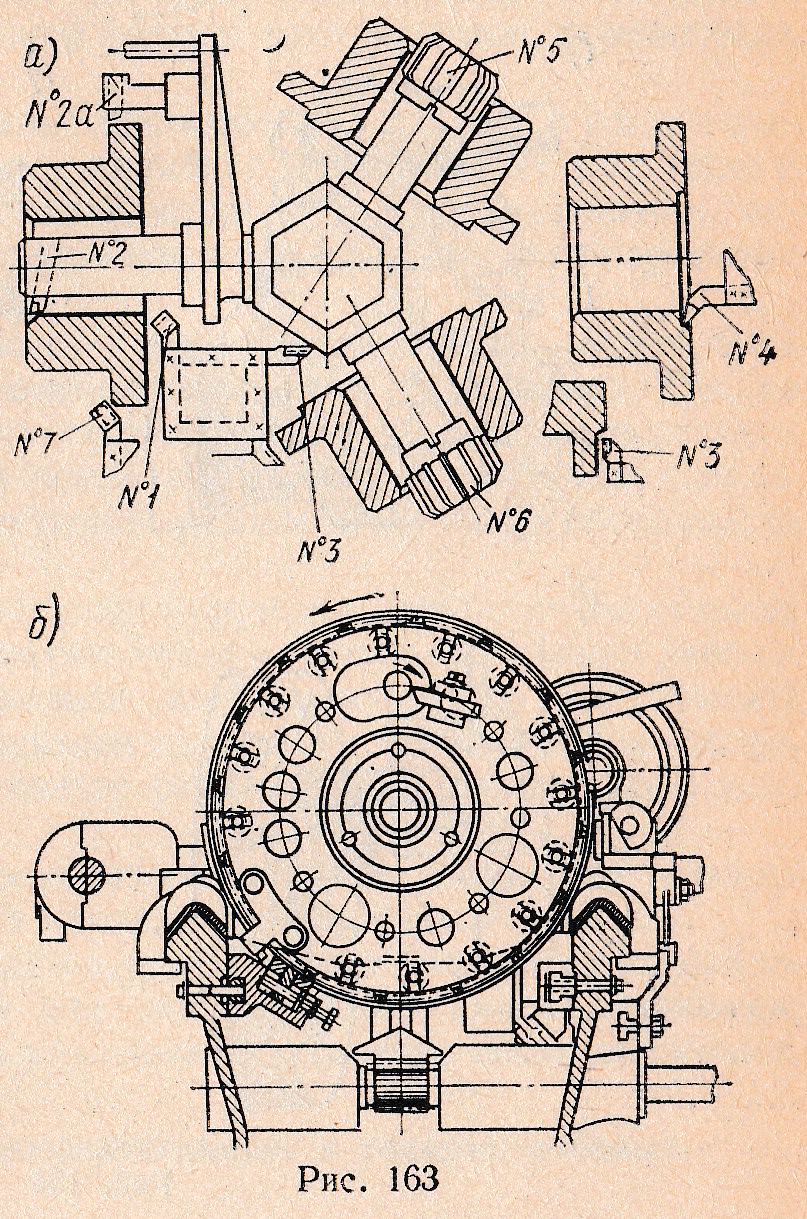
В шестигранных револьверных головках с вертикальной осью вращения (рис. 163, α) имеется шесть гнезд для установки инструмента. Станки с такой головкой обычно изготовляют с одним поперечным передним, а иногда с передним и задним суппортами. Последний используют для прорезки канавок, подрезки опорных поверхностей, отрезки заготовок, причем перемещать инструменты можно только в поперечном направлении. С помощью переднего суппорта выполняют те же виды обработки, что и на токарно-винторезных станках, кроме нарезания резьбы, которое выполняют инструментами, установленными на револьверной головке: наружную резьбу, нарезают плашками, а внутреннюю — метчиками.
Головка с горизонтальной осью вращения (рис. 163, б) обычно имеет 12…16 отверстий дли закрепления инструментов. Ее можно периодически поворачивать (для осуществления последовательной работы режущих инструментов), а также медленно непрерывно вращать (для подрезки, прорезки канавок и отрезки). Такие головки рационально применять в тех случаях, когда при обработке необходимо выполнять несколько переходов с поперечной подачей инструментов, помещенных в револьверной головке.
Наладка револьверного станка заключается в подборе и рациональной группировке инструментов в державке, установке их в головке и суппортах в определенной последовательности, регулировании инструментов в продольном и радиальном направлениях, регулировании упоров.
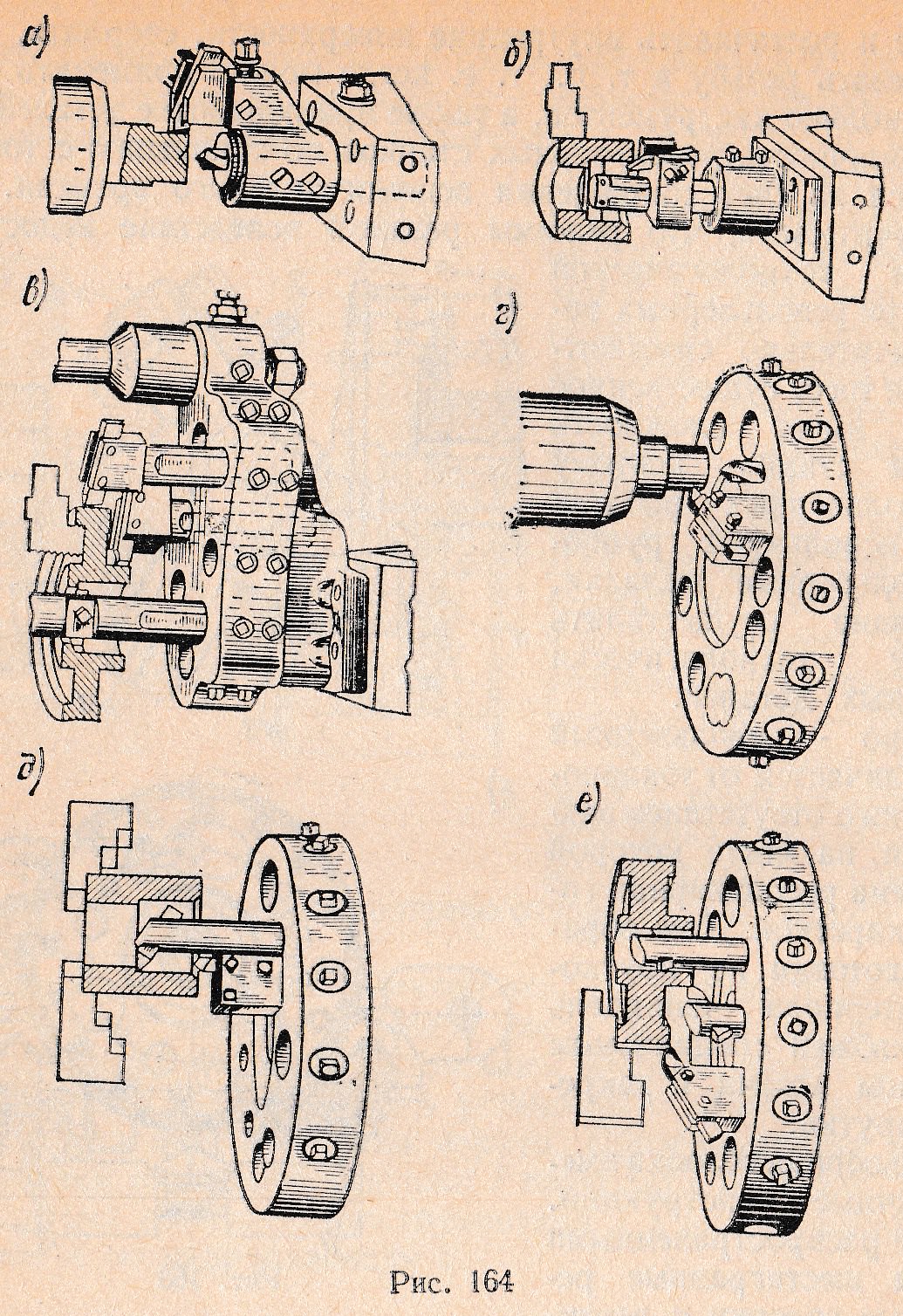
Эффективность использования револьверного станка может быть значительно повышена при совмещении переходов обработки. Так, за один переход можно расточить центральное ступенчатое отверстие и обточить несколько наружных поверхностей, центрование или сверление можно совместить с обработкой резцом наружной поверхности и т. п.
Па рис. 164 показано совмещение переходов обработки на станках с вертикальной (α—в) и горизонтальной (г—е) осями вращения револьверной головки с использованием комбинированного инструмента многорезцовых державок и многоместных стоек или державок, позволяющих закреплять в одном гнезде револьверной головки несколько инструментов.
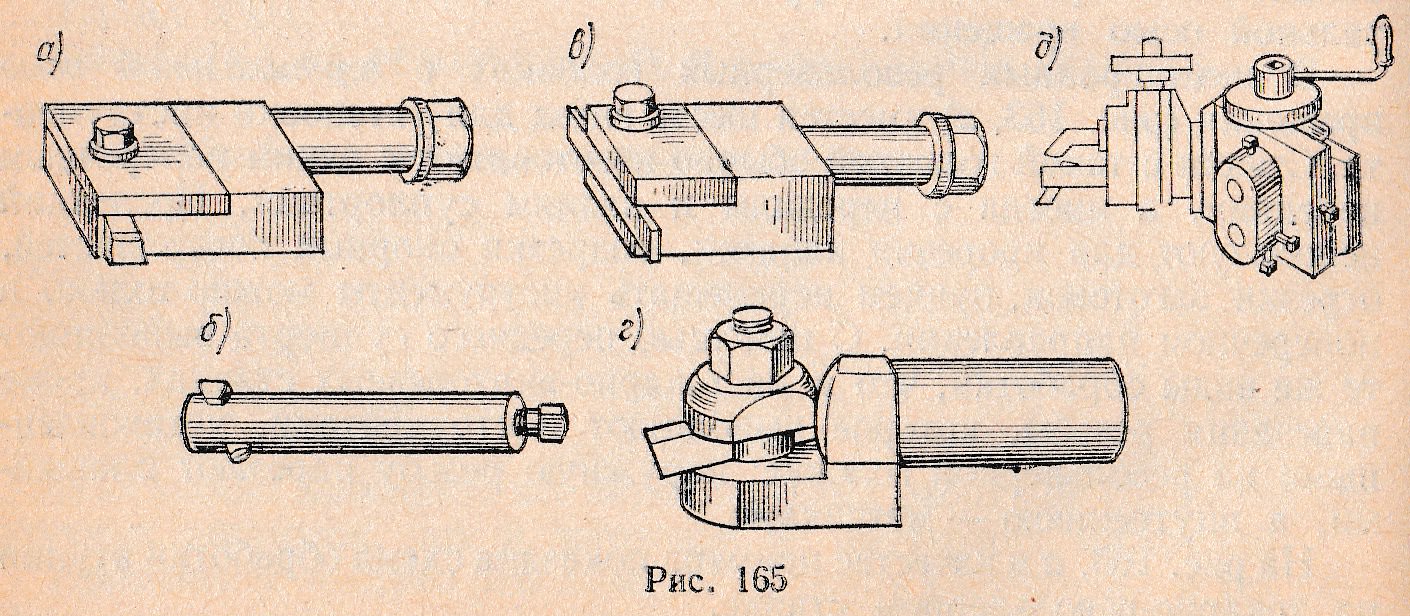
На рис. 165, α—д показаны некоторые виды державок для установки различных инструментов в гнездах револьверных головок.
Токарно-револьверные станки в ряде случаев позволяют использовать специальные устройства для автоматизации цикла обработки, включая загрузку заготовок и удаление их со станка после обработки.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}