Конические зубчатые колеса, как и цилиндрические, могут относиться к деталям классов «втулка» и «вал», что определяет выбор технологического процесса их изготовления. Вместе с тем конструкции конических зубчатых колес имеют свои специфические особенности, существенно влияющие на построение отдельных операций технологического процесса. Условием правильной работы конической зубчатой пары является совмещение вершин делительных конусов в одной точке; смещение ведет к нарушению правильности зацепления и искажению формы и положения пятна контакта.
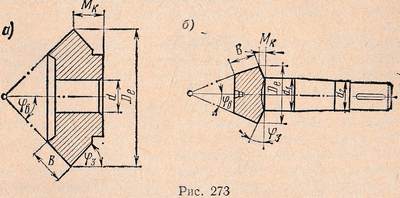
Допуски на диаметр базового отверстия (или шейки) для заготовок конических колес, а также предельные отклонения наружного диаметра заготовки и торцевое биение базового торца назначаются исходя из тех же соображений, что и при назначении допусков на заготовки для цилиндрических колес. В том случае, когда торец заготовки конического колеса используется при нарезании колеса в качестве технологической базы, кроме допусков на торцевое биение задают допуски на постоянство положения наружного конуса относительного базового торца (расстояние Мк).
Рекомендуется назначать допуск на биение наружного конуса заготовки ED = (0,5…0,7) δS, где δS — допуск на толщину зуба.
Первый этап технологического процесса изготовления конических зубчатых колес выполняется по схемам, указанным выше для цилиндрических зубчатых колес классов «втулка» и «вал». Наиболее значимой на первом этапе является чистовая токарная обработка заготовки зубчатого колеса. В большинстве случаев чистовая токарная обработка конических колес производится или в две операции, или, по крайней мере, за два установа. Первая чистовая токарная операция (или первый установ) состоит из обработки базового торца и наружной поверхности колеса; во второй токарной операции (или втором установе) производится обточка конусов и других поверхностей. При этом за базу принимают торцевые поверхности, обработанные в первой операции. Для конических зубчатых колес с косыми зубьями, имеющих опорный монтажный торец со стороны малого дополнительного конуса, обработка опорных поверхностей производится во второй операции. Для уменьшения перестроек резцов на размер иногда обтачивание наружного конуса выделяют в отдельную операцию.
В некоторых случаях, когда обработка наружных поверхностей конического зубчатого колеса выполняется с использованием гидрокопировальных устройств, допускается одновременная обработка конусов и опорных торцов.
Правильность угла и расстояние от вершины наружного конуса до монтажного торца в массовом и крупносерийном производстве проверяют предельными скобами — проймами; в мелкосерийном и единичном производстве — шаблонами на углы.
Конические зубчатые колеса класса «втулка» в первой чистовой токарной операции обтачивают обычно на разжимной шпиндельной оправке; вторую чистовую операцию выполняют также на шпиндельной разжимной или центровой оправке с упором.
На рис. 274 приведены схемы наладки обработки заготовок конических зубчатых колес класса «вал» (α) и класса «втулка» (б) на токарно-гидрокопировальном полуавтомате 1Е713. На рис. 274, а на позиции I приведена схема обработки поверхностей 10…13 одного конца заготовки, а на позиции II — схема обработки поверхностей 1…9 другого конца. На рис. 274, б на позиции I приведена схема обработки поверхностей 4…6, а на позиции II — схема обработки поверхностей 1…3.
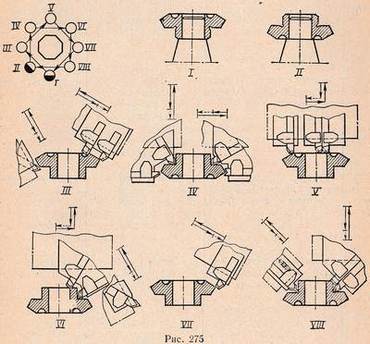
На рис. 275 приведена схема обработки заготовки зубчатого колеса класса «втулка» на восьмишпиндельном вертикальном полуавтомате в два цикла. На рабочих позициях III, V, VII после загрузки на позиции I обрабатывается одна сторона заготовки, на загрузочной позиции II заготовка переворачивается и на рабочих позициях IV, VI и VIII ведется обработка другой стороны заготовки.
В этой наладке для обработки конических поверхностей применены специальные суппорты с наклонными направляющими, а обработка канавки на позиции VIII производится с помощью специальной копирной державки.
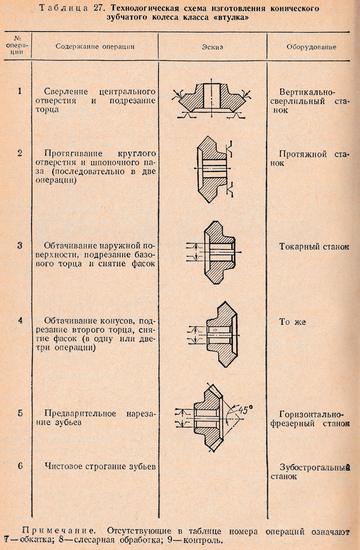
Предварительное фрезерование впадин прямозубых конических колес производится на специальных станках с полуавтоматическим циклом работы или на горизонтально-фрезерных станках, оснащенных специальными приспособлениями. В табл. 27 приводится технологическая схема изготовления конического колеса класса «втулка», а в табл. 28 — схема изготовления конической шестерни класса «вал».
Конические зубчатые колеса, подвергающиеся термической обработке (цементации и закалке), на втором этапе технологического процесса изготовляются в такой последовательности:
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}