Рассмотрим один из наиболее ответственных этапов настройки- установку рабочих органов в ноль программы.
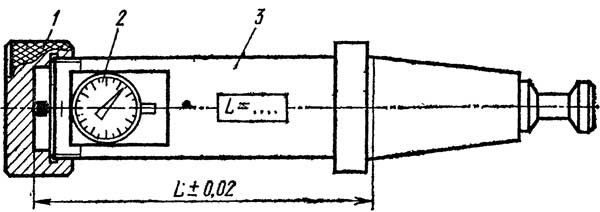
В ручном режиме между шпинделем и базирующими поверхностями приспособления необходимо установить требуемые расстояния. Для отсчета размеров вдоль шпиндельной оси по оси W(Z) может быть рекомендована индикаторная оправка (рис. 1). Она устроена так, что при навинчивании гайки 1 до упора в оправку 3 между внутренним торцом гайки и конусом оправки устанавливается определенный размер L, выгравированный на оправке. В таком положении индикатор 2 настраивают на ноль с исходным натягом. Сближают приспособление и шпиндель с оправкой (уже без гайки 1) до касания с тем же натягом измерительным наконечником индикатора базирующих поверхностей приспособления. Используя ручной ввод, отходят от приспособления в- ноль программы на заданную картой наладки величину за вычетом размера L. Производят сброс индикации, фиксируя ноль программы. Кнопкой возврата в ноль станка по оси W(Z) дают команду на отвод стойки в нулевое положение станка. Показания цифровой индикации по заданной координате переносят на декадные переключатели смещения нуля, что позволяет в дальнейшем легко восстанавливать ноль программы.
Для настройки нулевого положения по осям Х’ и Y можно воспользоваться точно обработанной по диаметру оправкой, установленной в шпинделе, или производить выверку непосредственно по выдвижному шпинделю. Подводят оправку или шпиндель к базирующей поверхности (платику) приспособления таким образом, чтобы между цилиндрической и плоской поверхностями оправки и платика образовался зазор а, контроли руемый промежуточной мерной плиткой. Затем с помощью ручного ввода следует отойти на величину С = А — (d/2 + а), где А — расстояние от базирующей поверхности приспособления до нуля программы; d — диаметр оправки или выдвижного шпинделя; а — размер мерной плитки.
После отхода производят сброс индикации по данной координате, возврат в исходное положение станка и перенос величины расстояния от нуля программы до нуля станка на декадные переключатели устройства смещения нуля.
Устройство «Размер 2М» имеет команду по адресу R-смещение начала отсчета по оси W (или Z) в отрицательном направлении. Под R программируются без знака расстояния от нуля отсчета по оси W (Z) до обрабатываемой поверхности. Если ноль отсчета по оси W (Z) совпадает с обрабатываемой поверхностью, то R равно нулю. Использование команды удобно тем, что до координаты R инструмент совершает ускоренное перемещение, а дальше до программируемой координаты (по оси) W (Z) — рабочее.
В большинстве случаев при работе на расточных станках удобней считать, что вылет вершин всех инструментов от торца шпинделя условно равен некоторой постоянной величине Я. При настройке инструментов на размер следует измерять разницу между фактическими вылетами и размером Я. Эту разницу следует набирать на корректорах длины со знаком минус при меньших и со знаком плюс при больших значениях вылета по сравнению с размером Я; Я можно принимать равным нулю.
Достаточно быструю настройку по координате W (Z) на станке, оснащенном устройством «Размер 2М», можно выполнить при работе инструментом, который не прошел предварительной настройки. Для этого с помощью ручного ввода вызывается номер соответствующего корректора длины, в шпиндель устанавливается режущий инструмент и на ручном перемещении совмещают вершину инструмента с координатной плоскостью XY, проходящей через начало координат программы. Для облегчения этой операции в зажимное приспособление можно установить обрабатываемую деталь, одна из сторон которой, ближайшая к шпинделю, лежит в плоскости XY. Совмещение произойдет, когда вершина инструмента коснется этой плоскости. В этом положении декадными переключателями вызванного корректора длины необходимо сбросить показания цифровой индикации по оси W (Z) до нуля.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}