Машинное время — время, в течение которого происходит процесс снятия стружки без непосредственного участия рабочего (например, время на точение валика на токарном станке при включенной механической подаче); в дальнейшем это время будем обозначать через Тм.
Машинное время за один проход:
где L — путь инструмента в направлении подачи в мм; n — частота вращения заготовки (шпинделя) в об/мин; s — подача в мм/об.
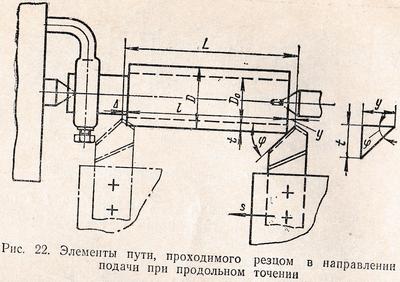
В свою очередь (рис. 22):
L = l + у + Δ мм,
где I — размер обработанной поверхности в направлении подачи в мм; у — величина врезания в мм; Δ — выход режущего инструмента (перебег) в мм; Δ = 1÷2 мм.
Величина врезания у определяется из прямоугольного треугольника (рис. 22):
у = tctgф мм,
При поперечном точении валика (рис. 23, а):
При поперечном точении трубы (рис. 23, б):
При разрезке валика отрезным резцом с режущей кромкой, параллельной оси (рис. 24, а):
При работе резцом с наклонной режущей кромкой (рис. 24, б):
При разрезке трубы резцом с режущей кромкой, параллельной оси (рис. 24, в):
а резцом с наклонной режущей кромкой:
Если при обработке заготовки приходится делать несколько проходов, с условием, что все они совершаются при одинаковой частоте вращения и подаче, то машинное время:
Количество проходов зависит от припуска * на обработку, и, если предположить, что каждый проход совершается с одинаковой глубиной резания (последний проход, точнее переход, производится с меньшей глубиной, чем предыдущие), то:
i=h/t
где h— припуск на обработку на сторону в мм; t— глубина резания в мм.
* Под общим припуском подразумевается избыточный слой металла (по сравнению с размерами готовой детали), который необходимо срезать с заданной заготовки.
Подставив в формулу машинного времени выражение для числа проходов, получим:
Уменьшение машинного времени — важный фактор в повышении производительности труда. Машинное время Тм можно сократить путем уменьшения L и h или увеличения t, s, n(v). Величина L зависит от размера обработанной поверхности (размера готовой детали) и при одноинструментной обработке путь L сокращается при уменьшении величины врезания и выхода режущего инструмента. При многоинструментпой обработке с использованием, например, одновременно двух резцов путь инструмента L/2.
Чем меньше припуск па обработку h, т. е. чем ближе форма и размеры заготовки к форме и размерам детали, тем меньше металла будет переведено в стружку, более благоприятны условия для срезания припуска за один проход, меньше будет затрачено времени на обработку, выше производительность и ниже себестоимость готовой детали.
На увеличение основных элементов режима резания — глубины, подачи и скорости влияет ряд факторов, которые изучаются в курсе «Резание металлов и режущий инструмент» и будут рассмотрены ниже.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}