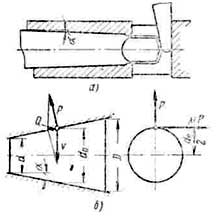
Для концевых инструментов особое значение имеет наружный конус с лапкой (рис. 1, а) или с резьбовым отверстием (рис. 1, б), который вставляется в соответствующее посадочное место в патроне или непосредственно в шпинделе станка, выполненное в виде внутреннего конуса. Основные размеры конусов обозначены буквами. Крепление при помощи конуса с лапкой охватывает такие инструменты, как спиральные сверла, зенкеры, зенковки. Конусы различаются по своим раз мерам. Основными являются конусы Морзе семи номеров.
По ГОСТу 2847-45 дополнительно введены метрические конусы которые не нашли такого широкого распространения в промышленности, как конусы Морзе. Обозначения их приняты по наибольшем; (расчетному) диаметру D, который имеет следующие величины: 4, 6, 80, 100, 120, 140, 160, 200 мм. Таким образом, конусы Морзе располагаются между метрическими конусами. Конусность для метрических конусов установлена 1 : 20, что соответствует углу конуса 2а в 2°5Г51. Конусность для конусов Морзе различная — от 1 : 19,002 (для конуса № 5) до 1 : 20,047 (для конуса № 2). Соответственно этому, угол конуса 2а также является переменным. Различие в конусности объясняется переводом размеров в дюймовом исчислении в размеры в миллиметровом исчислении. Вопрос об унификации конусов давно назрел, но пока не получил разрешения, несмотря на ряд предложений в этой области.
Конус служит для передачи крутящего момента от шпинделя станка к инструменту. Передача осуществляется в результате трения, возникающего в процессе резания между поверхностями наружного конуса инструмента и внутреннего конуса шпинделя станка под действием осевой силы. Необходимо иметь в виду, что крутящий момент должен передаваться исключительно конусом без участия ланки. Последняя предназначается только для облегчения выталкивания инструмента из шпинделя посредством клина, как указано на рис. 2, а. Это требование особенно важно для спиральных сверл, лак работающих в более тяжелых условиях по сравнению с зенкерами и развертками.
Рассмотрим условия правильного закрепления сверла.
Осевую силу Q можно разложить на две силы: Р — перпендикулярную к поверхности конуса и V — перпендикулярную к оси сверла (рис. 2, б). Сила Р, равная Q/sin a, вызывает на поверхности конуса силу трения μР, где μ — коэффициент трения, которым может быть оценен приблизительно 0,096.
Крутящий момент может быть определен по формуле:
Где D и d — максимальный и минимальный диаметры рабочей части конуса.
Эта формула справедлива при условии, что угол а точно выдержан как во втулке шпинделя станка, так и у сверла. На практике, однако, этого никогда не бывает. Всегда наблюдаются отклонения угла а, так как точное изготовление конических, поверхностей (в особенности внутренних) связано с большими затруднениями. Кроме того, в процессе эксплуатации из-за небрежного обращения сопряженные конические поверхности получают дополнительные и часто довольно значительные погрешности. В этом случае лапка уже не может не принимать участия в передаче крутящего момента, что и приводит к ее поломке. Экспериментальные работы показывают резкое снижение величины передаваемого крутящего момента при сверлении с повышением погрешности в угле а (суммарной). Если погрешность Δа не будет превышать 10 мин., что практически вполне достаточно, тогда величина крутящего момента М может быть выражена следующей формулой, выведенной на основании экспериментальных работ:
где Δа колеблется в пределах 0-10º
Для спирального сверла наблюдается определенная зависимость между крутящим моментом и осевой силой. Она является постоянной величиной для каждого обрабатываемого материала, например для стали с σвр = 30:110 кГ/мм отношение М/Q = (0,038-0,025)d и для чугуна средней твердости
М/Q= 0,034d, где d — диаметр сверла.
При расчете следует принимать максимальное значение М/Q. Кроме того, его необходимо повысить для возможности передачи крутящего момента и при более неблагоприятных условиях, а именно:
Рис.2 — Выталкивания инструмента из шпинделя
Конус должен быть рассчитан таким образом, чтобы, даже в самых неблагоприятных случаях он смог передавать крутящий момент только посредством трения без участия лапки. Можно принять вполне достаточным трехкратное повышение отношения М/Q, тогда оно будет равно 0,12d. Эту величину и надо подставить в формулу для М.
Суммарную погрешность сопряженных поверхностен Δа для сверл универсального назначения можно оценить в +5′, из них ±2′ надо отнести к конусу сверла и ±3′ — для втулки шпинделя, так как внутренний конус труднее изготовить, чем наружный. На основании приведенных данных можно определить, какой максимальный диаметр сверла соответствует каждому номеру конуса. Расчеты показывают, что для некоторых, например крупных сверл максимальный диаметр не совпадает с принятым в стандартах. Поэтому при стечении неблагоприятных обстоятельств в передаче крутящего момента будет участвовать наряду с конической поверхностью также и лапка, что может вызвать ее поломку. Отсюда возникает целесообразность изготовлять сверла с двумя размерами конусов. Сверла с усиленным конусом (на один номер больше) должны быть использованы на более тяжелых работах. Инструментальные заводы выпускают эти сверла диаметром 12 мм по ГОСТу 889-41.
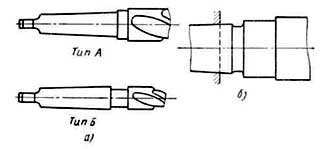
В зависимости от номера конуса и размера сверла приходится переходный участок от конуса к цилиндру сверла оформлять по-разному (рис. 3, а). Это необходимо для облегчения выхода шлифовального круга при шлифовании как рабочей части сверла, так и конуса. Сверла диаметром от 6 до 10 мм могут изготовляться и без шейки.
Тип А может быть заменен модификацией, у которой вместо пояска .предусмотрена выточка (рис. 3, б).
Зенкеры и развертки оформляются с переходным участком типа Б.
Размеры конусов для инструментов установлены по ГОСТу 2847-45, а допуски на них — по ГОСТу 2848-45.
Крепление посредством конуса с резьбовым отверстием применяется для концевых фрез различных типов: цилиндрических, шпоночных, Т-образных и т. п. Резьбовое отверстие предназначается для затяжного болта, пропускаемого через полый шпиндель станка. Такая конструкция обеспечивает более надежное закрепление по сравнению с конусом с ланкой. Особенно важно это для фрез с винтовыми зубьями, направление которых совпадает с направлением резания. При отсутствии затяжного болта конический хвостовик фрез будет стремиться выйти из гнезда шпинделя под действием осевой силы, появляющейся в результате наличия винтовых зубьев фрезы.
Если основа оригинала (карты пли плана) прозрачна, то копию можно снять при помощи стола со…
Определение координат точки. Пусть точка А (рис. 32) находится в квадрате, абсциссы и ординаты вершин…
Рельефом местности называется совокупность неровностей физической поверхности земли. В зависимости от характера рельефа местность делят…
Для обозначения на планах и картах различных предметов местности, применяются специально разработанные условные знаки. Для обличения…
В инженерной геодезии чаще всего пользуются топографическими картами. Их составляют в масштабах 1:10000, 1:25000, 1:50000…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}