Для отрезки заготовок используют резцы формы А и Б (ГОСТ 6743-61). Процесс отрезки заготовок на токарных станках значительно ускоряется при применении отрезных резцов обратного резания. При большей глубине разрезки и увеличенном вылете резец отличается повышенной жесткостью. При отрезке в условиях, когда силы резания значительно больше, чем силы при свободном резании, этот вид резцов выдерживает повышенные нагрузки и отличается повышенной прочностью. Жесткими и прочными являются секторные отрезные резцы с усиленным креплением пластинки, усиленной опорой и ребрами жесткости режущего сектора.
Секторные резцы имеют сектор 1 (рис. 1, а и б), закрепленный в гнезде державки 2 при помощи прижимной планки 3 и болта. Поворотом сектора устанавливают оптимальный задний угол без переточки и перестановки корпуса резца. Изменением величины заднего угла устраняют вибрации, возникающие в процессе резания.
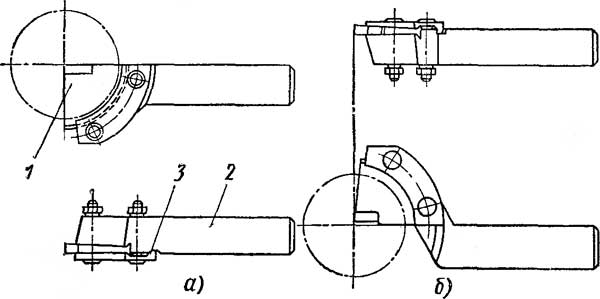
Рис. 1. Секторные резцы
Геометрические параметры секторного резца представлены на рис. 2, а-г. Для отрезки заготовок из сталей аустенитного класса (12ХНЗА, 18ХГТ) применяют резцы с пластинками твердого сплава ТТ10К8Б, Т5К12В и ТТ7К12.

Рис. 2. Геометрические параметры резцов при отрезке заготовок из сталей: а — НВ 150-230; б — аустенитного класса; в — жаропрочных; г — вязких низкоуглеродистых
Для отрезки заготовок из нержавеющих сталей рекомендуется применять резцы с пластинками из сплава В Кб; для отрезки заготовок из вязких и низкоуглеродистых сталей можно применять резцы с пластинками из твердого сплава Т5К10 и быстрорежущих сталей Р9К5, Р9К10, Р18Ф2 и Р18К5Ф2. Секторные резцы выдерживают нагрузки, увеличенные в 8-10 раз. Конструктивно они отличаются от других отрезных резцов.